





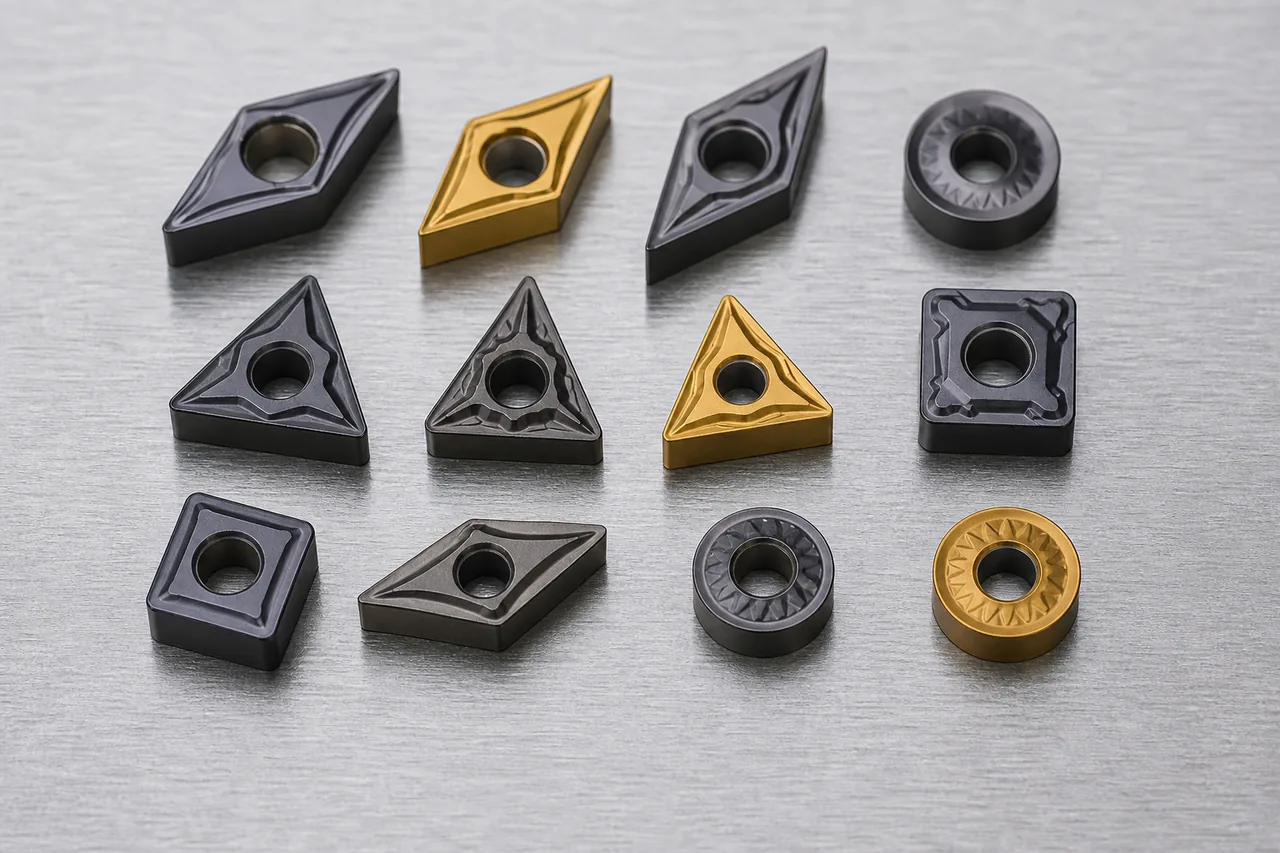
CNMG120408, WNMG080404, APMT1604PDER – te ciągi liter i cyfr to nie przypadkowy kod, lecz pełny opis płytki w standardzie ISO. Gdy nauczysz się go czytać, dobierzesz płytkę bez katalogu producenta. Ten przewodnik rozbiera oznaczenia płytek skrawających ISO znak po znaku i pokazuje to na realnych przykładach.
Spis treści
- Po co standardy ISO w płytkach
- Anatomia oznaczenia: pozycja po pozycji
- Kształt płytki: C, D, R, S, T, V, W
- Kąt przyłożenia i klasa tolerancji
- Mocowanie i wielkość płytki
- Promień naroża i łamacze wióra
- Praktyczne przykłady: rozbiór oznaczeń
- Najczęściej zadawane pytania
- Podsumowanie
Po co standardy ISO w płytkach
Płytka skrawająca to wymienne ostrze, które musi pasować do gniazda w nożu lub głowicy i jednocześnie sprawdzać się w danym materiale. Gdyby każdy producent opisywał płytki po swojemu, dobór byłby loterią. Dlatego norma ISO 1832 ustala stałą kolejność znaków, w której zakodowano kształt, wymiary i geometrię.
Dzięki temu płytka CNMG120408 od różnych producentów ma te same wymiary i pasuje do tego samego noża. Różni się tylko gatunek węglika i powłoka, oznaczane osobnym kodem producenta (np. dodatkiem po spacji). Standard opisuje więc geometrię i wymiary, a producent dokłada informację o materiale ostrza.
W praktyce oznaczenie czytasz w dwóch krokach. Najpierw sprawdzasz, czy płytka pasuje do gniazda (kształt, wielkość, mocowanie). Potem dobierasz promień naroża, łamacz i gatunek do operacji i materiału. Pełen przekrój znajdziesz w kategorii płytki skrawające, z podziałem na tokarskie i frezerskie.
Anatomia oznaczenia: pozycja po pozycji
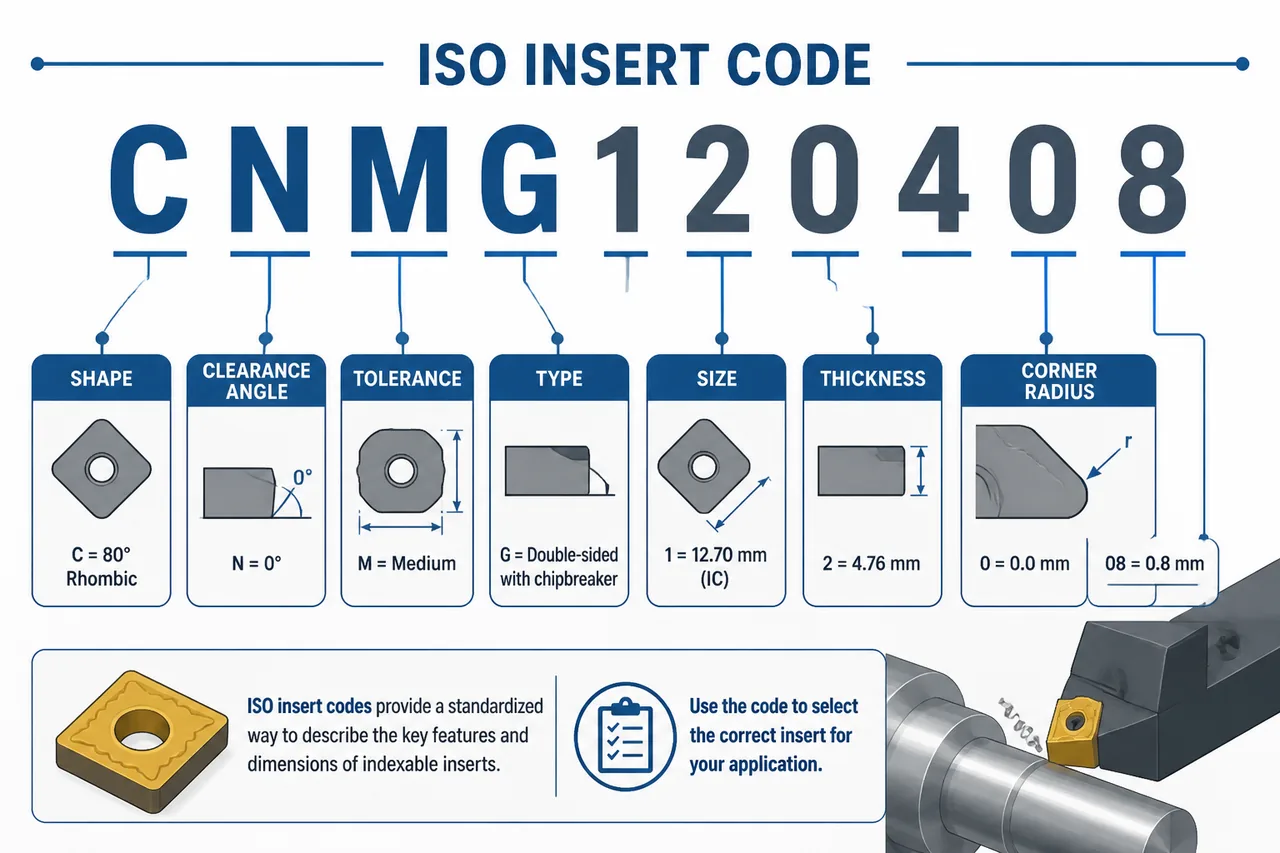
Oznaczenie płytki tokarskiej składa się zwykle z 7 pól, czytanych od lewej. Każde pole opisuje jedną cechę:
- 1. Kształt – litera określająca zarys płytki (np. C, W, T, S).
- 2. Kąt przyłożenia – litera (np. N = 0°, C = 7°, P = 11°).
- 3. Klasa tolerancji – dokładność wykonania (np. M, G).
- 4. Typ mocowania i konstrukcja – obecność otworu i łamacza (np. G, M, N, A, R).
- 5. Wielkość – długość krawędzi skrawającej w mm.
- 6. Grubość – grubość płytki w mm (kod liczbowy).
- 7. Promień naroża – w setnych milimetra (08 = 0,8 mm, 04 = 0,4 mm).
Warto zapamiętać prostą prawidłowość: w oznaczeniu tokarskim pierwsze cztery pola to litery (kształt, kąt, tolerancja, konstrukcja), a kolejne to liczby (wielkość, grubość, promień naroża). Czasem po podstawowym kodzie pojawiają się dodatkowe znaki opisujące kierunek skrawania (R – prawy, L – lewy, N – neutralny) lub przygotowanie krawędzi. To informacje uzupełniające, ale przy doborze do konkretnej operacji potrafią mieć znaczenie.
Płytki frezerskie (APMT, APKT, LNMU, R390) stosują analogiczny zapis, choć z innymi literami kształtu i dodatkowymi polami opisującymi geometrię natarcia. Zasada jest ta sama: stała kolejność pól, każde z jasno przypisanym znaczeniem. Dlatego nauka czytania kodu tokarskiego od razu ułatwia poruszanie się wśród płytek frezerskich.
Kształt płytki: C, D, R, S, T, V, W
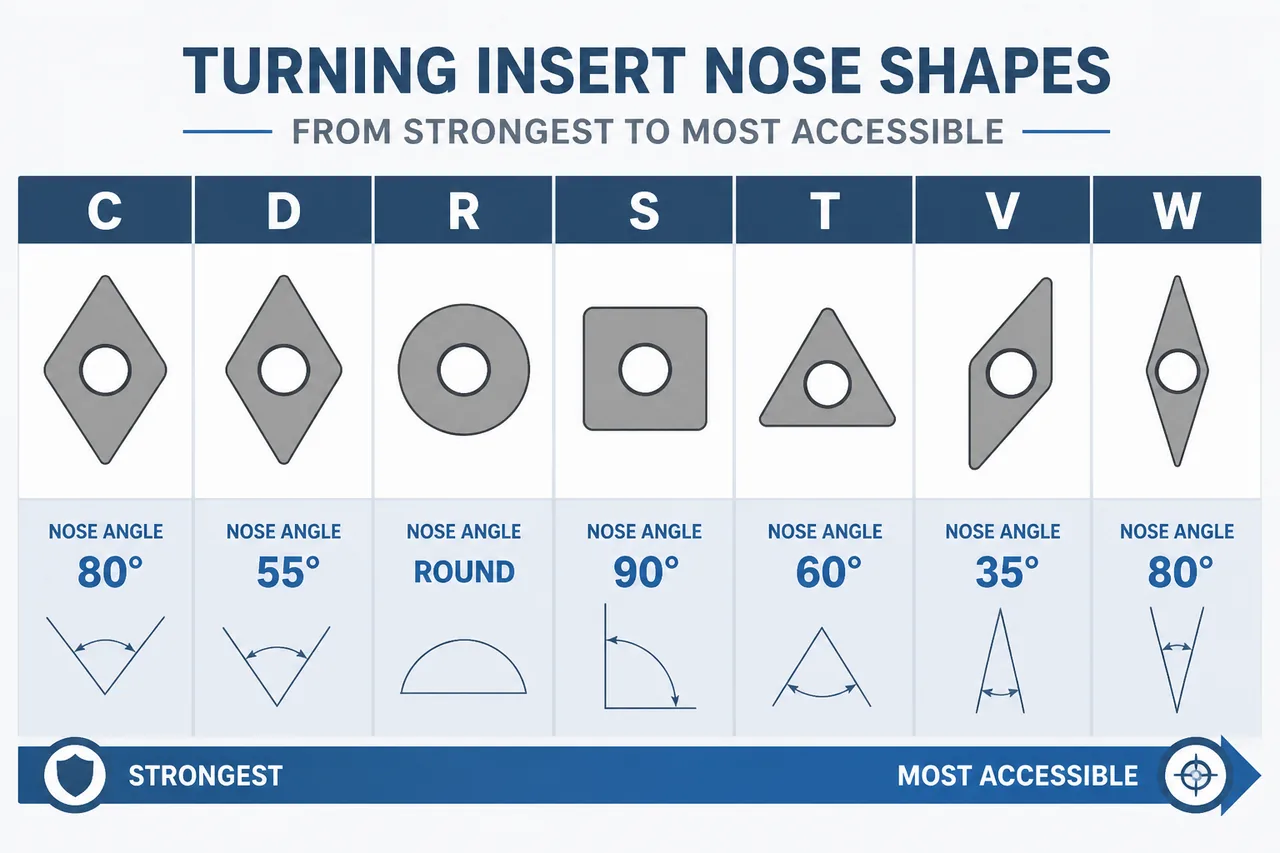
Pierwsza litera to najważniejsza decyzja – kształt rozstrzyga o wytrzymałości ostrza i dostępie do detalu. Mocniejsze kształty mają większy kąt naroża, ale gorzej sięgają w ciasne zarysy.
- S – kwadrat (90°) – bardzo wytrzymały, cztery lub osiem krawędzi; do toczenia i frezowania zgrubnego.
- C – romb 80° – uniwersalny, mocne naroże; toczenie wzdłużne i poprzeczne.
- W – trygon 80° – trzy mocne naroża, dobry kompromis wytrzymałości i wszechstronności.
- T – trójkąt (60°) – więcej naroży, lżejsze cięcie, ale mniej wytrzymały.
- D – romb 55° – do profili i kopiowania, dostęp w trudniejsze zarysy.
- V – romb 35° – ostry, sięga w ciasne kontury, ale delikatny – do wykończenia.
- R – okrągła – maksymalna wytrzymałość krawędzi, do obróbki zgrubnej i kopiowej.
Reguła: im większy kąt naroża (S, C, W), tym mocniejsze ostrze i większa głębokość; im mniejszy (V, D), tym lepszy dostęp i lżejsze cięcie kosztem wytrzymałości.
W praktyce wybór wygląda tak: do toczenia wałków i obróbki ogólnej sięgasz po C lub W, do ciężkiej zgrubnej po S lub R, do kopiowania i profili po D, a do toczenia w ciasne naroża i wykończenia po V. Płytka okrągła R daje najdłuższą krawędź i najwięcej „obrotów" do zużycia, ale generuje duże siły promieniowe – wymaga sztywnego zamocowania. Im ostrzejszy kąt naroża, tym łatwiej o drgania na smukłych detalach, więc kształt dobierasz też do sztywności układu.
Kąt przyłożenia i klasa tolerancji
Druga litera to kąt przyłożenia – kąt między powierzchnią przyłożenia a osią płytki. Najczęstsze to N = 0° (płytka dwustronna, ujemna, wytrzymała, z krawędziami po obu stronach) oraz C = 7° i P = 11° (płytki jednostronne, dodatnie, tnące lżej). Płytki ujemne (N) są tańsze w eksploatacji, bo mają dwa razy więcej krawędzi; dodatnie tną lżej i nadają się do cienkich detali oraz nierdzewki.
Inne spotykane kąty przyłożenia to B = 5°, E = 20° czy F = 25° – im większy kąt, tym lżejsze cięcie, ale słabsze, bardziej narażone na wykruszenie ostrze. Płytki ujemne (0°) montuje się pod kątem w nożu, dzięki czemu i tak uzyskują kąt przyłożenia w pracy; ich przewaga to dwustronność i wytrzymałość.
Trzecia litera to klasa tolerancji – mówi, jak precyzyjnie wykonano płytkę (wymiary naroża, grubość, średnicę wpisaną). Klasy takie jak M są standardem do większości prac, dokładniejsze stosuje się przy wykończeniu i automatach. Im wyższa dokładność, tym powtarzalniejszy wymiar po wymianie płytki. W praktyce klasa M wystarcza do typowego toczenia; dokładniejsze klasy mają sens, gdy po każdej wymianie płytki detal musi trafić w wymiar bez korekty programu.
Mocowanie i wielkość płytki
Czwarte pole opisuje konstrukcję płytki: czy ma otwór mocujący, czy ma łamacz wióra i z której strony. Litera G to typowo płytka z otworem i łamaczem dwustronna, M – z otworem i łamaczem, N – z otworem bez łamacza, A – z otworem bez łamacza, R – bez otworu z łamaczem. To pole musi pasować do sposobu mocowania w Twoim nożu lub głowicy.
Sposób mocowania płytki w nożu też ma swoje typy. Płytki z otworem mocuje się dźwignią lub śrubą przez otwór (typowe dla płytek ujemnych G/M), a płytki bez otworu – dociskiem od góry. Mocowanie przez otwór jest pewne i nie zasłania krawędzi, dlatego dominuje w toczeniu zewnętrznym. Ważne, by typ płytki z czwartego pola odpowiadał konstrukcji noża – inaczej płytka nie usiądzie pewnie albo docisk będzie kolidował z wiórem.
Piąte i szóste pole to wymiary: długość krawędzi skrawającej oraz grubość płytki, podawane kodem liczbowym. Te wartości decydują, czy płytka fizycznie wejdzie w gniazdo. Dlatego przy zakupie najpierw dopasowujesz kształt, mocowanie i wielkość do noża tokarskiego lub głowicy, a dopiero potem dobierasz resztę pod operację.
Promień naroża i łamacze wióra
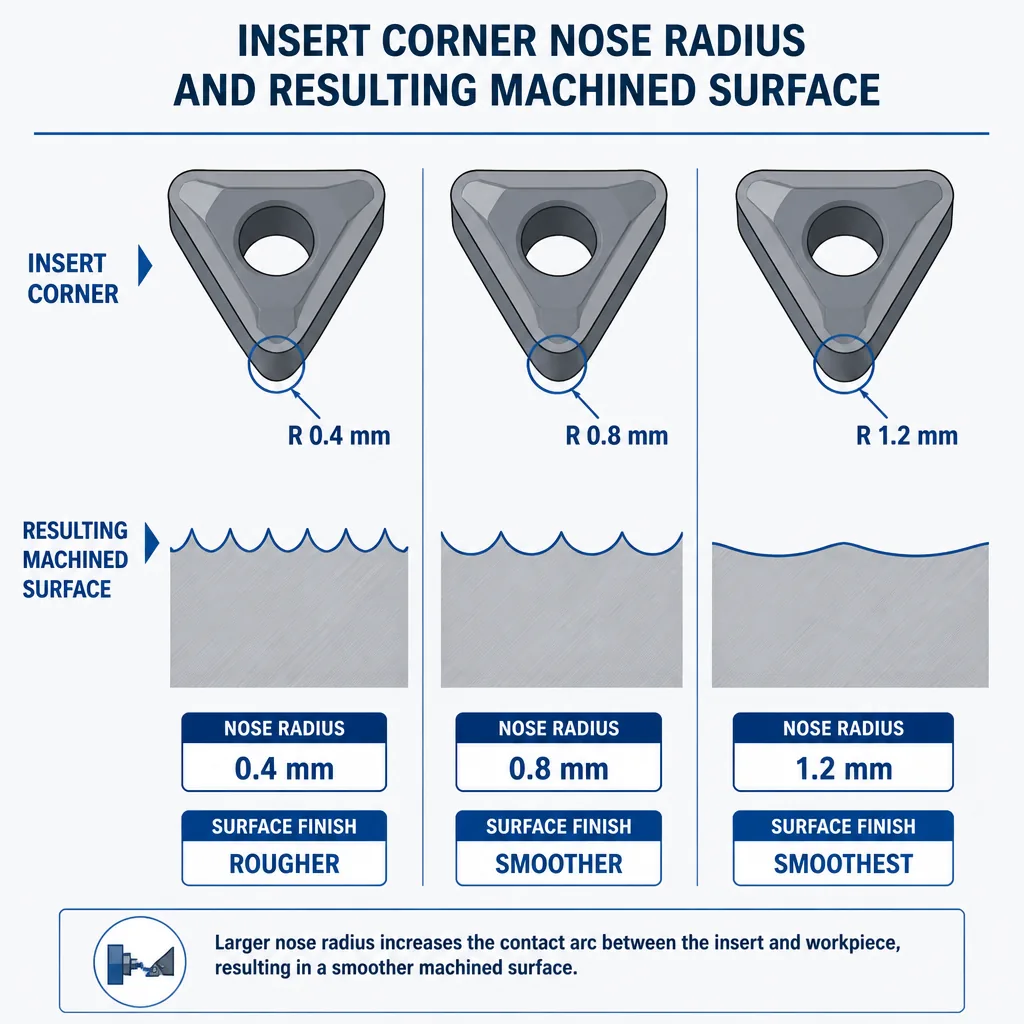
Ostatnie pole liczbowe to promień naroża, podawany w setnych milimetra: 08 oznacza 0,8 mm, 04 to 0,4 mm, 12 to 1,2 mm. Większy promień daje wytrzymalsze naroże i lepiej znosi obróbkę zgrubną, ale generuje większe siły i gorzej sprawdza się przy cienkich, smukłych detalach. Mniejszy promień jest do wykończenia i precyzji.
Łamacz wióra to ukształtowanie powierzchni natarcia, które zwija i łamie wiór. Dobiera się go do głębokości skrawania i posuwu: łamacze do wykończenia pracują przy małych przekrojach wióra, do zgrubnej – przy dużych. Zły łamacz daje długi, plączący się wiór albo nadmierne siły. Oznaczenie łamacza to zwykle kod producenta dodany po podstawowym symbolu ISO.
Skutki złego doboru łamacza widać od razu. Łamacz wykończeniowy obciążony zgrubną głębokością generuje za duże siły i może się wykruszyć. Odwrotnie – łamacz zgrubny przy lekkim wykończeniu nie złamie cienkiego wióra, który zacznie się plątać wokół narzędzia i rysować powierzchnię. Producenci podają dla każdego łamacza zalecane okno głębokości (ap) i posuwu (fz); trzymanie się tego zakresu to najprostszy sposób na kontrolę wióra. Krótki, spiralny lub przecinkowy wiór to znak, że łamacz i parametry są dobrane prawidłowo.
To samo dotyczy płytek frezerskich – tam geometria natarcia i łamacz decydują, czy płytka nadaje się do planowania, frezowania bocznego 90° czy obróbki high feed.
Praktyczne przykłady: rozbiór oznaczeń
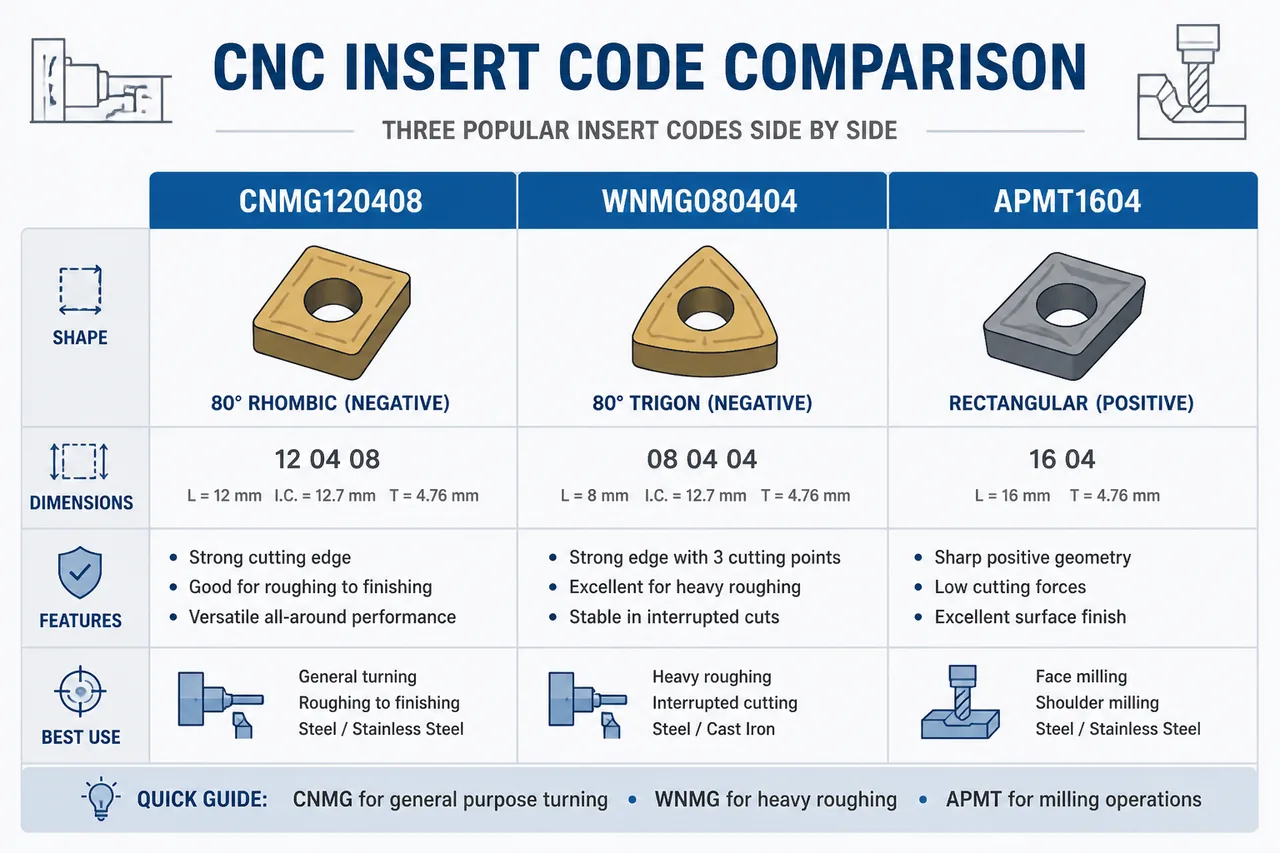
CNMG120408 (płytka tokarska):
- C – kształt romb 80°, mocne naroże;
- N – kąt przyłożenia 0° (płytka dwustronna, ujemna);
- M – klasa tolerancji M (standardowa);
- G – z otworem i łamaczem, dwustronna;
- 12 – długość krawędzi ok. 12 mm;
- 04 – grubość ok. 4,76 mm;
- 08 – promień naroża 0,8 mm.
Wniosek: uniwersalna, wytrzymała płytka do toczenia stali, do obróbki zgrubnej i ogólnej.
WNMG080404 (płytka tokarska):
- W – trygon 80°, trzy mocne naroża;
- N – kąt przyłożenia 0°;
- M – tolerancja M;
- G – z otworem i łamaczem;
- 08 – długość krawędzi ok. 8 mm;
- 04 – grubość ok. 4,76 mm;
- 04 – promień naroża 0,4 mm.
Wniosek: uniwersalna płytka tokarska z mniejszym promieniem – dobra do toczenia ogólnego i wykończenia, z trzema krawędziami na sztukę. Porównanie obu przykładów dobrze pokazuje logikę kodu: zmiana pierwszej litery (C → W) zmienia kształt i liczbę naroży, a ostatniej pary (08 → 04) – promień naroża, czyli przeznaczenie do zgrubnej lub wykończenia.
APMT1604 (płytka frezerska): kształt równoległoboczny do głowic frezarskich, wielkość 16, grubość 04. Stosowana w głowicach do frezowania 90° i obróbki ogólnej. Płytki frezerskie jak APMT dobiera się przede wszystkim do gniazda konkretnej głowicy składanej, a następnie do materiału.
Najczęściej zadawane pytania
Co oznacza N w oznaczeniu płytki, np. CNMG?
Druga litera N to kąt przyłożenia 0° – płytka dwustronna, ujemna, z krawędziami po obu stronach. Jest wytrzymała i tańsza w eksploatacji niż jednostronna.
Co oznacza 08 na końcu, jak w CNMG120408?
To promień naroża w setnych milimetra – 08 oznacza 0,8 mm. Wartość 04 to 0,4 mm, a 12 to 1,2 mm.
Czy CNMG od różnych producentów pasuje do tego samego noża?
Tak – wymiary opisane normą ISO są takie same. Różni się gatunek węglika i powłoka, oznaczane osobnym kodem producenta.
Która płytka jest najbardziej uniwersalna do toczenia?
CNMG i WNMG – mają mocne naroża i sprawdzają się w toczeniu zgrubnym i wykańczającym większości stali.
Jak dobrać promień naroża?
Większy promień (0,8–1,2 mm) do obróbki zgrubnej i większej wytrzymałości; mniejszy (0,2–0,4 mm) do wykończenia, cienkich i smukłych detali.
Czym różni się płytka dodatnia od ujemnej?
Dodatnia (np. kąt przyłożenia 7° lub 11°) tnie lżej i nadaje się do nierdzewki oraz cienkich detali. Ujemna (0°) jest wytrzymalsza i dwustronna – tańsza w eksploatacji.
Czy płytki frezerskie używają tego samego kodu co tokarskie?
Logika jest analogiczna (stała kolejność pól), ale litery kształtu i dodatkowe pola są inne. Płytkę frezerską dobierasz przede wszystkim do gniazda konkretnej głowicy – ten sam symbol (np. APMT1604) musi pasować do gniazda, inaczej nie usiądzie. Dopiero potem wybierasz gatunek i geometrię pod materiał i operację.
Podsumowanie
Jak czytać oznaczenia płytek skrawających ISO:
- Kolejność pól: kształt → kąt przyłożenia → tolerancja → mocowanie → wielkość → grubość → promień naroża.
- Kształt (1. litera): S, C, W, R – mocne; T, D, V – lepszy dostęp, lżejsze cięcie.
- Kąt przyłożenia: N = 0° (dwustronna, wytrzymała), C/P = dodatnie (tną lżej).
- Promień naroża: 08 = 0,8 mm, 04 = 0,4 mm – większy do zgrubnej, mniejszy do wykończenia.
- Najpierw dopasowanie do gniazda (kształt, mocowanie, wielkość), potem dobór pod materiał i operację.
Dobierasz płytki do swojego noża lub głowicy? Sprawdź płytki tokarskie i płytki frezerskie w ofercie Kortools – w popularnych oznaczeniach ISO, z podziałem na operacje i materiały.
Powiązane artykuły
- Parametry skrawania w CNC - wzory i tabele - Vc i fz dla płytek tokarskich i frezarskich.
- Tulejki ER - rozmiary i dokładność - mocowanie głowic frezarskich na płytki.