





Tulejka zaciskowa ER to najpopularniejszy system mocowania narzędzi w obróbce CNC. Stosuje się ją w setkach tysięcy maszyn na świecie. W tym artykule pokazujemy rozmiary tulejek od ER8 do ER50, klasy dokładności bicia, zasady doboru tulejki do średnicy narzędzia oraz różnice między typami nakrętek. Wiedza zebrana praktycznie, bez teorii akademickiej - to, co realnie wpływa na jakość obróbki.

Czym jest system ER
System ER jest opisany w normach DIN 6499 i ISO 15488. Tulejka ma kształt stożka o kącie 8°, jest podzielona na trzy grupy rozcięć (po cztery lub sześć w grupie, naprzemiennie z dwóch stron). Dociskana nakrętką do otworu stożkowego w oprawce, zaciska narzędzie na całej długości obwodu. Konstrukcja zapewnia:
- centrowanie narzędzia z dokładnością zależną od klasy tulejki,
- możliwość zaciskania narzędzi w zakresie ±0,5 mm od średnicy nominalnej,
- standardowe rozmiary kompatybilne między producentami,
- łatwą wymianę narzędzia w ciągu kilku sekund.
System dominuje w frezarkach CNC, robotach, sub-spindlach, w aplikacjach precyzyjnych i warsztatowych. Konkurencja (Weldon, OZ, shrink-fit) ma zastosowania specjalistyczne, ER pozostaje uniwersalnym standardem.
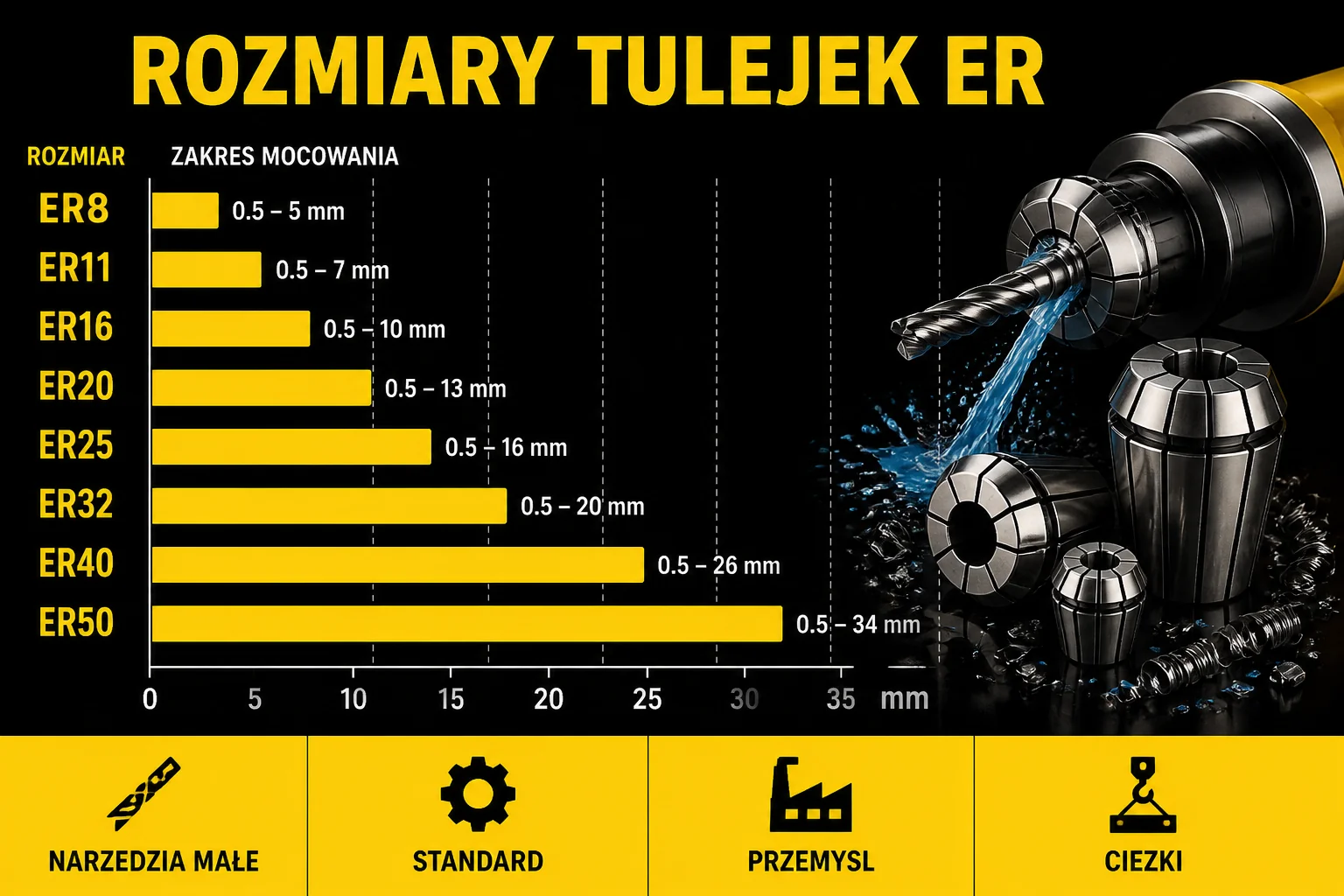
Rozmiary tulejek ER - tabela
Rozmiar tulejki opisuje się symbolem ER + liczba. Liczba odpowiada w przybliżeniu największemu zewnętrznemu rozmiarowi tulejki w milimetrach (nie średnicy mocowanego narzędzia).
| Rozmiar | Zakres mocowania (mm) | Typowe zastosowanie |
|---|---|---|
| ER8 | 0,5 - 5 | sub-spindle, mikrofrezy, jubilerstwo |
| ER11 | 0,5 - 7 | małe frezarki, mikroobróbka |
| ER16 | 0,5 - 10 | małe frezarki, sub-spindle |
| ER20 | 1 - 13 | frezarki małe i średnie |
| ER25 | 1 - 16 | frezarki średnie, uniwersalne |
| ER32 | 2 - 20 | standard przemysłowy w frezarkach |
| ER40 | 3 - 26 | większe frezarki, wytaczadła |
| ER50 | 6 - 34 | maszyny ciężkie, duże frezy |
Każda tulejka zaciska w zakresie ±0,5 mm od oznaczenia. Tulejka ER20 oznaczona 10 mm zaciska narzędzia o średnicy 9,5-10 mm. Tulejka ER32 oznaczona 12 mm - narzędzia 11,5-12 mm. Im bliżej średnicy nominalnej, tym lepsze bicie i większa siła zacisku.
Dokładność bicia (run-out) - klasy precyzji
Bicie tulejki to mierzona promieniowa odchyłka narzędzia od osi obrotu, mierzona przy określonej długości wystającej z tulejki (zwykle 3×D). Klasy bicia wg DIN 6499:
| Klasa | Bicie (μm) | Zastosowanie |
|---|---|---|
| Standard | ≤15 | zgrub, frezowanie ogólne, otwory tolerancji H10-H12 |
| Precision | ≤5 | wykończenie, stal nierdzewna, otwory H8-H9 |
| Ultra precision | ≤3 | operacje precyzyjne, mikroobróbka, H7 |
| High precision | ≤1 | aplikacje optyczne, jubilerstwo, mikromechanika |
W praktyce produkcyjnej: do obróbki stali węglowej i operacji zgrubnych wystarczy klasa standard (15 μm). Do stali nierdzewnej i tytanu - precision (5 μm). Do operacji wykończeniowych w narzędziach krytycznych (frez Ø3 mm wykończeniowy w INOX, mikrofrezowanie) - ultra precision (3 μm) lub niżej. Klasa high precision (1 μm) ma sens tylko w aplikacjach optycznych, jubilerstwie, mikromechanice.
Bicie tulejki dodaje się do bicia oprawki. Tulejka 5 μm w oprawce z biciem 5 μm to łącznie 10 μm na końcu narzędzia. Jeśli oprawka ma zużycie, tulejka „precision" nie naprawi tego.
Jak dobrać tulejkę do narzędzia
Zasada główna: tulejka ER zaciska narzędzia w zakresie ±0,5 mm od oznaczenia. Nie używaj tulejki ER20 8 mm do narzędzia 7 mm. Mimo że teoretycznie mieści się w „zakresie 1-13 mm" całej rodziny ER20, konkretna tulejka 8 mm zaciska tylko 7,5-8 mm.
W praktyce warto mieć komplet tulejek dla każdego rozmiaru ER, którego używasz. Standardowy zestaw ER32 to 18 sztuk co 1 mm (od Ø3 do Ø20) lub 25 sztuk co 0,5 mm. Zestaw 0,5 mm ma sens przy zróżnicowanej produkcji - daje optymalny zacisk na każdej średnicy narzędzia.
Kiedy mieć tulejkę dokładnie pasującą
- obróbka wykończeniowa - krytyczne dla powierzchni i tolerancji,
- stal nierdzewna - precyzja zacisku wpływa na żywotność frezu,
- długie wysięgi narzędzia - błąd zacisku jest mnożony przez długość.
Kiedy „±0,3 mm wystarczy"
- operacje zgrubne w stali węglowej,
- fazowanie, gratowanie,
- otwory o tolerancji większej niż H10.
Zużycie i konserwacja tulejek
Tulejka ER się zużywa. Praca pod ciśnieniem nakrętki i obciążeniami skrawania powoduje powolne odkształcanie rozcięć i obniżenie sprężystości. Pierwsze objawy zużycia:
- narzędzie obraca się w tulejce mimo prawidłowego dokręcenia,
- bicie rośnie z miesiąca na miesiąc bez wyraźnej przyczyny,
- rdza w rozcięciach (zwłaszcza po pracy w emulsji bez czyszczenia),
- deformacja zewnętrznego stożka.
Tulejkę precision w intensywnej produkcji wymieniamy co 6-12 miesięcy. Tulejkę standard - co 18-24 miesiące. Po każdej zmianie zmywać emulsję, suszyć, pokrywać cienką warstwą oleju antykorozyjnego, przechowywać w pudełku.
Nigdy nie czyścić rozcięć szczotką drucianą ani twardym narzędziem - rozcięcia są precyzyjnie wycinane, ich uszkodzenie kasuje gwarancję dokładności.
Nakrętki ER - typ A i typ M
Nakrętka mocuje tulejkę w stożku oprawki. Występują dwa typy.
Typ A (standard, gwint na zewnątrz)
Klasyczna nakrętka z gwintem zewnętrznym, dociskająca tulejkę bezpośrednio. Tania, prosta, wystarcza do większości zastosowań. Wadą jest tarcie między nakrętką a tulejką - przy dociskaniu wprowadza moment skrętny, który może lekko skręcić tulejkę i pogorszyć bicie.
Typ M (z łożyskiem oporowym)
Nakrętka z wbudowanym łożyskiem igiełkowym między korpusem a tulejką. Łożysko eliminuje tarcie podczas dokręcania, dzięki czemu tulejka jest dociskana osiowo, bez skręcania. Efekt: bicie niższe o 30-50%, równomierny zacisk. Stosowana w aplikacjach precyzyjnych i przy małych średnicach narzędzi.
W przeliczeniu na żywotność narzędzia i jakość powierzchni - nakrętka typu M zwraca się szybko w produkcji precyzyjnej. W obróbce zgrubnej różnica jest niezauważalna.

Moment dokręcania
Nakrętka ER ma zalecany moment dokręcania, podawany przez producenta oprawki. Typowe wartości:
| Rozmiar | Moment (Nm) |
|---|---|
| ER11 | 15 - 25 |
| ER16 | 30 - 50 |
| ER20 | 50 - 80 |
| ER25 | 80 - 130 |
| ER32 | 120 - 180 |
| ER40 | 180 - 250 |
Za niski moment - narzędzie się obraca pod obciążeniem. Za wysoki - deformacja tulejki, pogorszenie bicia, w skrajnym przypadku trwałe odkształcenie. W produkcji warto używać klucza dynamometrycznego.
Oprawki ER - co wybrać
Tulejka jest tylko częścią systemu. Drugą częścią jest oprawka, w której tulejka pracuje. Wybór oprawki zależy od rodzaju maszyny.
- ER16/20/25 - frezarki małe i średnie, sub-spindle, roboty.
- ER25/32 - standard przemysłowy, większość frezarek pionowych.
- ER40 - większe frezy, wytaczadła, mocniejsze operacje zgrubne.
Typy chwytów oprawek: BT30, BT40, BT50, SK40, HSK63, HSK100, walcowe (do imadeł i tokarek). Szczegółowo opisaliśmy systemy chwytów w artykule Oprawki narzędziowe BT, SK, HSK, ER.
FAQ
Czy tulejka ER może wibrować?
Sama tulejka nie wibruje. Wibracje narzędzia mocowanego w tulejce wynikają z: zbyt dużego wysięgu narzędzia, zużycia tulejki, niewłaściwego doboru (zbyt duży zakres mocowania od średnicy), niedokręcenia nakrętki lub uszkodzenia stożka oprawki. Pierwszy krok diagnostyczny: zmierzyć bicie czujnikiem zegarowym.
Czym różni się ER od OZ?
System OZ jest starszy i większy. OZ ma większy kąt stożka (10° vs 8° w ER), grubsze ściany, większy zewnętrzny rozmiar. Stosowany historycznie w starszych frezarkach europejskich i tokarkach. ER zastąpił OZ w nowych maszynach w latach 90. ze względu na lepszą dokładność i mniejsze rozmiary.
Jaki moment dokręcania, gdy producent nie podaje?
Stosować wartości z tabeli powyżej - są zgodne z DIN 6499. Bez klucza dynamometrycznego: dokręcać kluczem rurowym o standardowej długości do oporu (siła nadgarstka), bez przedłużenia. Przedłużenie generuje zbyt wysoki moment i deformuje tulejkę.
Czy można używać tulejki ER z różnych producentów w jednej oprawce?
Tak, system ER jest znormalizowany (DIN 6499). Tulejka jednego producenta pasuje do oprawki innego. Klasy dokładności mogą się różnić - tulejka „precision" producenta A może mieć bicie 5 μm, producenta B - 7 μm. Warto trzymać się jednego producenta dla powtarzalności wyników.
Co kupić w Kortools
W naszej ofercie znajdziesz pełną gamę tulejek ER oraz oprawek.
- Tulejki ER11, ER16, ER20, ER25, ER32, ER40 w klasach standard (15 μm) i precision (5 μm).
- Zestawy kompletne - 18 sztuk co 1 mm lub 25 sztuk co 0,5 mm w wybranym rozmiarze.
- Nakrętki ER typu A i typu M z łożyskiem.
- Oprawki ER z chwytami BT30, BT40, HSK63, weldon, walcowymi - więcej o systemach oprawek.
Tulejki ER są fundamentem precyzyjnego mocowania frezów i wierteł. Jeśli pracujesz w stali nierdzewnej, dobre mocowanie decyduje o żywotności frezu - patrz Jak dobrać frez do stali nierdzewnej. W wierceniu długimi wiertłami precyzja mocowania wpływa na prostość otworu - patrz Wiertła do CNC.

