





Aluminium wygląda na materiał łatwy, ale to właśnie przy nim najszybciej zalepia się rowek wiórowy, narasta krawędź ostrza i zostają zadziory. Ten przewodnik pokazuje, jak dobrać frez do aluminium krok po kroku – od liczby ostrzy i powłoki, przez geometrię, po konkretne parametry skrawania dla różnych stopów. Bez ogólników: z liczbami, które wpiszesz wprost do programu.

Spis treści
- Czym aluminium różni się od stali w obróbce
- Liczba ostrzy: 1, 2 czy 3 – i dlaczego nie 4–6
- Powłoki: DLC, ZrN czy ostrze polerowane
- Geometria freza: kąt skrętu, rdzeń, długość robocza
- Parametry skrawania dla aluminium (Vc, fz, ap, ae)
- Najczęstsze błędy przy frezowaniu aluminium
- Najczęściej zadawane pytania
- Podsumowanie
Czym aluminium różni się od stali w obróbce
Aluminium jest miękkie i lepkie. Skrawa się je z dużą prędkością, ale wiór jest długi, ciągły i chętnie przykleja się do ostrza. To zjawisko – narost na ostrzu (BUE, built-up edge) – jest głównym wrogiem przy frezowaniu aluminium. Narost zmienia geometrię krawędzi, pogarsza wykończenie i prowadzi do wykruszenia.
Druga różnica to ilość powstającego wióra. Aluminium skrawa się przy prędkościach kilka razy wyższych niż stal, więc objętość wióra na minutę jest ogromna. Jeśli rowki freza są zbyt płytkie albo jest ich za dużo, wiór nie ma którędy uciec i rowek się zapycha – kończy się to złamaniem narzędzia.
Aluminium dobrze odprowadza ciepło, więc ostrze rzadko przegrzewa się tak jak w stali – realnym problemem jest przyleganie metalu, nie temperatura. Liczy się za to rozszerzalność cieplna: rozgrzany detal zmienia wymiar, co przy ciasnych tolerancjach trzeba uwzględnić, zwłaszcza przy długich przejściach wykończeniowych.
Trzecia kwestia to rodzaj stopu. Inaczej zachowuje się miękki, plastyczny stop przerobiony (1050, 3003), inaczej stop konstrukcyjny (6061, 6082, 7075), a jeszcze inaczej odlewniczy silumin z dużą zawartością krzemu (AlSi9, AlSi12). Krzem jest twardy i ścierny – tępi węglik szybciej niż sam metal. Te trzy grupy wymagają różnego podejścia, do czego wrócimy przy parametrach.
Wniosek praktyczny: frez do stali rzadko sprawdza się w aluminium. Potrzebujesz narzędzia z głębokim rowkiem wiórowym, ostrym ostrzem i powłoką, która nie pozwala aluminium się kleić. Dlatego do tego materiału stosuje się dedykowane frezy monolityczne VHM o specjalnej geometrii.
Liczba ostrzy: 1, 2 czy 3 – i dlaczego nie 4–6
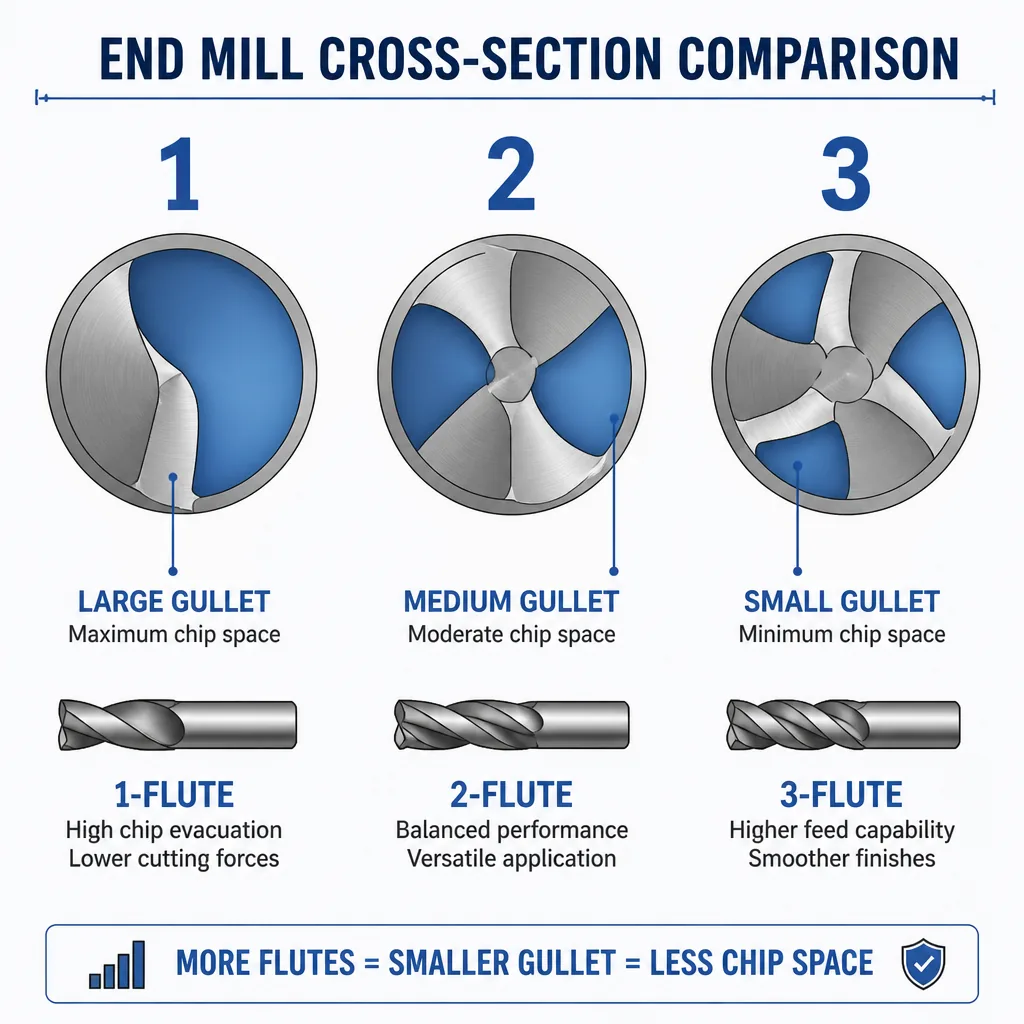
Liczba ostrzy decyduje o tym, ile miejsca zostaje na wiór. Im mniej ostrzy, tym większy rowek wiórowy i tym łatwiej odprowadzić długi wiór aluminium. To dlatego do aluminium używa się frezów 1-, 2- i 3-ostrzowych, a praktycznie nigdy 4-, 5- czy 6-ostrzowych, które są domeną stali.
Frez 1-ostrzowy ma najgłębszy rowek wiórowy ze wszystkich. Sprawdza się przy bardzo wysokich posuwach, w cienkich blachach, profilach i tworzywach oraz na maszynach o wysokich obrotach (rutery, plotery). Frezy 1-ostrzowe wybiera się tam, gdzie liczy się czyste odprowadzanie wióra ponad wszystko.
Frez 2-ostrzowy to klasyka do aluminium. Zachowuje głęboki rowek wiórowy, ale daje dwa razy większy posuw minutowy niż jednoostrzowy przy tych samych obrotach. To uniwersalny wybór do rowkowania, kieszeni i obróbki ogólnej. Frezy 2-ostrzowe są pierwszym wyborem, gdy frezujesz pełną szerokością narzędzia.
Frez 3-ostrzowy to kompromis: nieco mniejszy rowek wiórowy niż w dwuostrzowym, ale wyższy posuw i gładsza powierzchnia. Sprawdza się przy obróbce z mniejszym zagłębieniem promieniowym (HSM, frezowanie trochoidalne), gdzie rowek nie jest zapychany pełną szerokością wióra. Frezy 3-ostrzowe dają najlepszy stosunek wydajności do jakości powierzchni w stopach konstrukcyjnych.
Reguła kciuka: pełne rowki i miękkie stopy – 1 lub 2 ostrza; obróbka boczna, HSM i wykończenie – 2 lub 3 ostrza. Cztery ostrza i więcej zostaw do stali.
Powłoki: DLC, ZrN czy ostrze polerowane

W aluminium powłoka nie ma zwiększać twardości – ma zapobiegać przyleganiu metalu do ostrza. Dlatego twarde powłoki do stali (TiSiN, AlTiN) w aluminium często szkodzą, bo aluminium do nich przywiera. Liczą się powłoki śliskie i gładkie ostrze.
DLC (Diamond-Like Carbon) to powłoka pierwszego wyboru do aluminium. Jest bardzo śliska i ma niski współczynnik tarcia, przez co aluminium się nie klei. Sprawdza się zwłaszcza w stopach plastycznych i przy długiej, ciągłej pracy. Frez z DLC utrzymuje czyste ostrze nawet przy wysokich posuwach.
ZrN (azotek cyrkonu) to alternatywa o złotym kolorze, dobra do metali nieżelaznych. Ogranicza narost, znosi nieco wyższe temperatury niż DLC i bywa tańsza. Dobry wybór do stopów konstrukcyjnych przy umiarkowanych parametrach.
Ostrze polerowane bez powłoki to opcja do bardzo lepkich, czystych aluminiów. Gładko wypolerowane rowki same w sobie ograniczają przyleganie, a brak powłoki oznacza maksymalnie ostrą krawędź. To rozwiązanie sprawdza się tam, gdzie nawet cienka powłoka byłaby zbyt gruba dla precyzyjnego ostrza.
Czego unikać: w siluminach z dużą zawartością krzemu zwykły węglik tępi się szybko niezależnie od powłoki. Tam rozważ narzędzia PCD (diamentowe), które wytrzymują ścierny krzem wielokrotnie dłużej.
Geometria freza: kąt skrętu, rdzeń, długość robocza
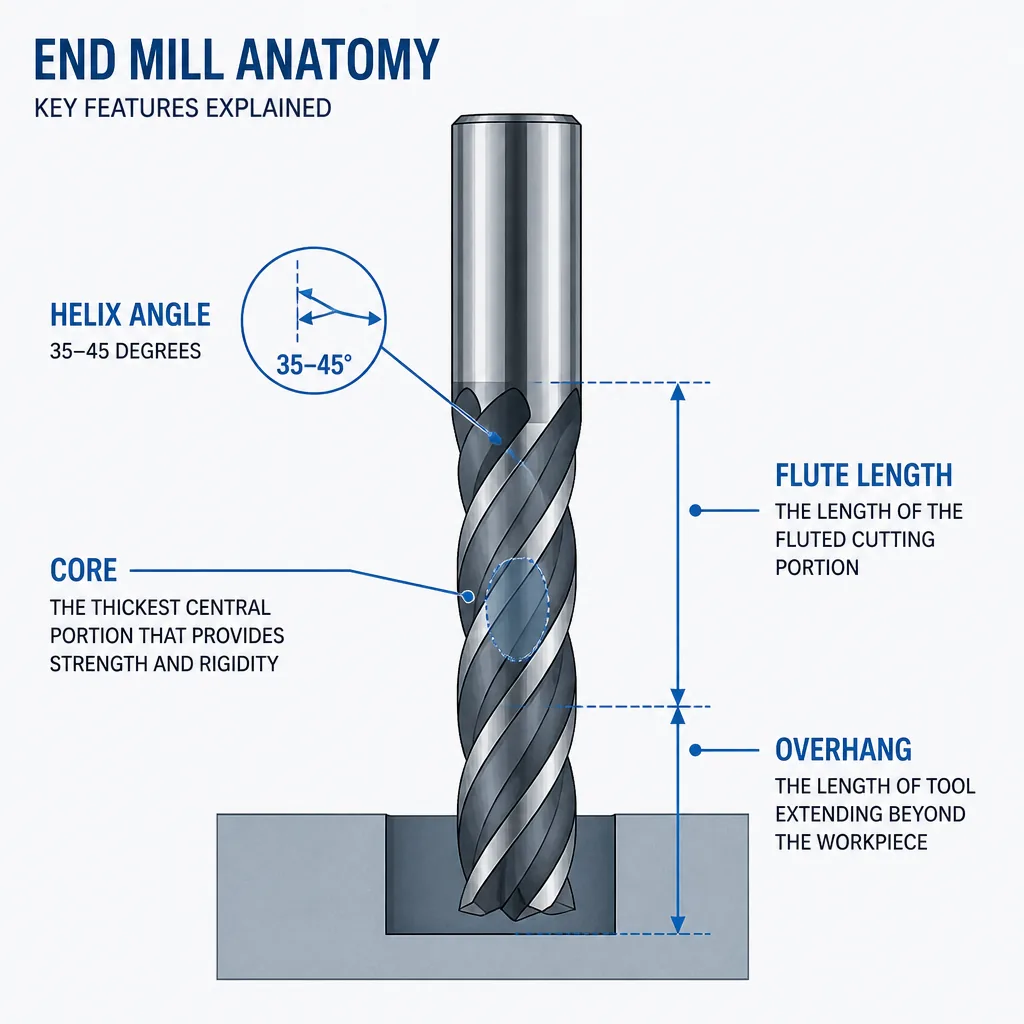
Geometria decyduje o tym, jak frez radzi sobie z wiórem i drganiami. Przy aluminium szukasz trzech cech: dużego kąta skrętu, głębokiego rowka wiórowego i odpowiednio dobranej długości roboczej.
Kąt skrętu (helix). Do aluminium stosuje się duże kąty skrętu, zwykle 35°–45°, a w wersjach do obróbki szybkościowej nawet wyżej. Większy skręt płynniej wprowadza ostrze w materiał, ciągnie wiór do góry i zmniejsza drgania. Mały kąt skrętu (typowy dla stali) w aluminium daje szarpaną pracę i gorszą powierzchnię.
Rdzeń i rowek wiórowy. Frezy do aluminium mają smuklejszy rdzeń i głęboko wycięte rowki wiórowe, żeby zmieścić objętość wióra. To kompromis ze sztywnością, dlatego przy głębokich kieszeniach wybiera się możliwie krótkie narzędzie o danej średnicy.
Długość robocza i wysięg. Im dłuższy wysięg, tym większe drgania i ryzyko bicia. Zasada jest prosta: używaj najkrótszego freza, który sięgnie dna obróbki. Jeśli potrzebujesz głębokości, lepszy jest frez o krótkim ostrzu na wydłużonej szyjce niż jeden długi rowek na całej długości.
Zmienny skręt i nierówny podział ostrzy. Frezy do obróbki szybkościowej często mają zmienny kąt skrętu i nierówno rozmieszczone ostrza. Takie rozstrojenie tłumi chatter, czyli drgania samowzbudne, które w aluminium przy dużych prędkościach łatwo zostawiają charakterystyczne smugi na ściance. Przy długim wysięgu lub cienkich ściankach to cecha, która realnie poprawia wykończenie.
Sztywność zaczyna się od mocowania. Nawet najlepszy frez będzie bił, jeśli tuleja jest zużyta lub źle dobrana. Do mocowania frezów trzpieniowych w aluminium sprawdzają się dokładne tuleje zaciskowe ER w klasie AA – małe bicie to dłuższa żywotność ostrza i gładsza powierzchnia.
Parametry skrawania dla aluminium (Vc, fz, ap, ae)
Tu zaczynają się konkrety. Poniższe wartości to punkty startowe dla węglikowych frezów monolitycznych; dopasuj je do sztywności maszyny i mocowania.
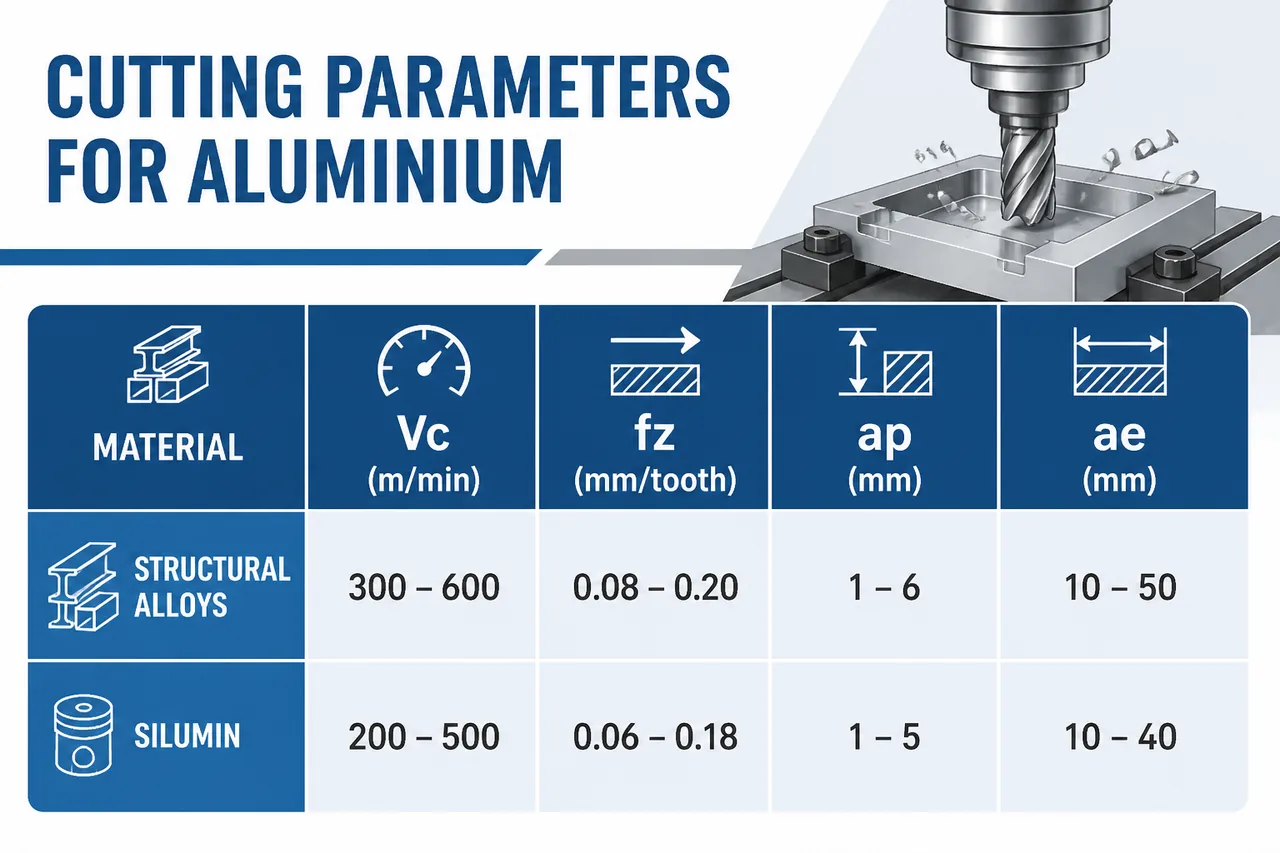
Prędkość skrawania (Vc). Aluminium pozwala na bardzo wysokie Vc. Dla stopów konstrukcyjnych (6061, 6082, 7075) typowy zakres to 300–800 m/min, a na sztywnych maszynach z dobrym chłodzeniem nawet więcej. Dla siluminów (AlSi9, AlSi12) ze względu na ścierny krzem schodzisz do 200–500 m/min. Stopy plastyczne (1050, 3003) skrawasz pośrednio, pilnując narostu.
Posuw na ostrze (fz). Dla frezu o średnicy 6–12 mm przyjmij 0,05–0,15 mm/ostrze. Mniejsze średnice i mikrofrezy wymagają mniejszych wartości (0,01–0,05 mm/ostrze). Zbyt mały posuw jest gorszy niż za duży – ostrze tylko ślizga się po materiale, grzeje i powstaje narost.
Głębokość osiowa (ap) i promieniowa (ae). Przy rowkowaniu pełną szerokością ae = średnica freza, a ap nawet 1×D (w sztywnym układzie więcej). Przy frezowaniu bocznym i HSM zmniejszasz ae do 5–15% średnicy, za to ap możesz zwiększyć do 1,5–2×D, rozkładając zużycie na całą długość ostrza.
Przykład obliczenia. Frez 3-ostrzowy ⌀8 mm, stop 6061, Vc = 400 m/min. Obroty: n = Vc × 1000 / (π × D) = 400 000 / (3,14 × 8) ≈ 15 900 obr/min. Przy fz = 0,08 mm posuw minutowy: vf = n × fz × z = 15 900 × 0,08 × 3 ≈ 3 800 mm/min. To realny punkt startowy do rowka o ap = 4–8 mm.
Frezowanie współbieżne (climb). W aluminium niemal zawsze stosuje się frezowanie współbieżne – ostrze wchodzi w pełną grubość wióra i wychodzi przy zerowej. Ogranicza to tarcie, narost i nagrzewanie krawędzi oraz daje gładszą ściankę. Frezowanie przeciwbieżne zostaw do wyjątków, np. materiału z twardą warstwą wierzchnią. Do zagłębiania w pełny materiał używaj wejścia po helisie lub rampie – pionowe wcinanie frezem nieprzeznaczonym do wiercenia łamie ostrze.
Chłodzenie. W aluminium chłodzenie spełnia dwie role: odprowadza wiór i zmniejsza klejenie. Najlepiej działa chłodzenie zalewowe lub MQL (mgła olejowa). Praca na sucho jest możliwa z DLC i przedmuchem, ale wiór trzeba bezwzględnie usuwać ze strefy skrawania.
Najczęstsze błędy przy frezowaniu aluminium
- Frez do stali w aluminium – płytki rowek wiórowy szybko się zapycha, a twarda powłoka (TiSiN/AlTiN) skleja się z aluminium. Użyj frezu 1–3-ostrzowego z DLC lub polerowanego.
- Za mały posuw na ostrze – ostrze ślizga się, grzeje i tworzy narost. Lepiej podnieść fz, niż „głaskać" materiał.
- Za długi wysięg narzędzia – drgania, bicie i falista powierzchnia. Skracaj zestaw oprawka–frez, jak tylko się da.
- Brak usuwania wióra – wiór wraca pod ostrze i rysuje powierzchnię. Konieczny przedmuch, chłodziwo lub odpowiednia strategia wyjścia z rowka.
- Pełne rowkowanie przy każdej operacji – maksymalnie obciąża frez. Tam, gdzie się da, stosuj frezowanie trochoidalne z małym ae.
- Zużyta tuleja zaciskowa – bicie psuje wykończenie i skraca żywotność ostrza, nawet przy dobrym frezie.
Najczęściej zadawane pytania
Ile ostrzy powinien mieć frez do aluminium?
Najczęściej 1, 2 lub 3. Jedno ostrze do maksymalnego odprowadzania wióra i wysokich posuwów, dwa do uniwersalnego rowkowania, trzy do obróbki bocznej i gładszego wykończenia. Cztery i więcej ostrzy zostaw do stali.
Jaka powłoka jest najlepsza do aluminium?
DLC – jest śliska i nie pozwala aluminium się kleić. Alternatywą jest ZrN, a do bardzo lepkich stopów polerowane ostrze bez powłoki. Twardych powłok do stali (TiSiN, AlTiN) w aluminium unikaj.
Jaką prędkość skrawania ustawić dla aluminium?
Dla stopów konstrukcyjnych 300–800 m/min, dla siluminów z krzemem 200–500 m/min. Konkretną wartość ogranicza sztywność maszyny, obroty wrzeciona i jakość mocowania.
Czy do siluminu (AlSi) wystarczy zwykły frez VHM?
Wystarczy do pojedynczych detali, ale krzem szybko tępi węglik. Przy produkcji seryjnej w siluminie opłacają się narzędzia z ostrzem PCD, które wytrzymują ścierny materiał wielokrotnie dłużej.
Dlaczego aluminium klei się do freza?
To narost na ostrzu (BUE) – miękki metal przywiera do krawędzi przy zbyt niskiej prędkości lub posuwie. Pomaga ostre ostrze, śliska powłoka DLC, wyższe parametry i dobre chłodzenie.
Czy można frezować aluminium na sucho?
Tak, frezem z DLC i przy intensywnym przedmuchu, ale trzeba bezwzględnie usuwać wiór ze strefy. Pewniejsze i czystsze jest chłodzenie zalewowe lub MQL.
Jak głęboki rowek można frezować jednym przejściem?
Przy rowkowaniu pełną szerokością przyjmij ap do 1×D w sztywnym układzie. Głębsze kieszenie rób frezowaniem trochoidalnym z małym ae i większym ap albo w kilku przejściach.
Podsumowanie
Jak dobrać frez do aluminium w skrócie:
- Liczba ostrzy: 1–2 do pełnych rowków i miękkich stopów, 2–3 do obróbki bocznej i wykończenia.
- Powłoka: DLC do większości zastosowań, ZrN jako tańsza alternatywa, polerowane ostrze do lepkich aluminiów, PCD do siluminów.
- Geometria: duży kąt skrętu (35°–45°), głęboki rowek wiórowy, najkrótszy możliwy wysięg.
- Parametry startowe: Vc 300–800 m/min (stopy konstrukcyjne), fz 0,05–0,15 mm dla ⌀6–12 mm, ap do 1×D przy rowkowaniu.
- Klucz do sukcesu: usuwanie wióra, śliskie ostrze i sztywne mocowanie – to one decydują o powierzchni i żywotności narzędzia.
Dobierasz narzędzia do konkretnego stopu i operacji? Sprawdź frezy monolityczne VHM do aluminium w ofercie Kortools – z podziałem na 1-ostrzowe, 2-ostrzowe i 3-ostrzowe, w wersjach DLC i polerowanych.
Powiązane artykuły
- Parametry skrawania w CNC - Vc, fz, ap, ae - zobacz tabele Vc dla aluminium i innych materiałów.
- Wiertła do CNC - VHM, HSS, powłoki - dobór wiertła do otworów w aluminium.
- Tulejki ER - rozmiary i dokładność - precyzyjne mocowanie frezu do aluminium.