





Wiertło wydaje się prostym narzędziem - dwa rowki, dwa ostrza, kąt wierzchołka. Tymczasem dobór wiertła do CNC decyduje o jakości otworu, dokładności wymiaru, czasie obróbki i żywotności. W tym artykule pokazujemy różnice między HSS, HSS-Co i VHM, role powłok TiN, TiAlN i DLC, znaczenie geometrii (kąt wierzchołka, split point, kąt skrętu rowka) oraz parametry skrawania dla wiercenia w stali, aluminium i stali nierdzewnej.
Materiał wiertła - HSS, HSS-Co czy VHM
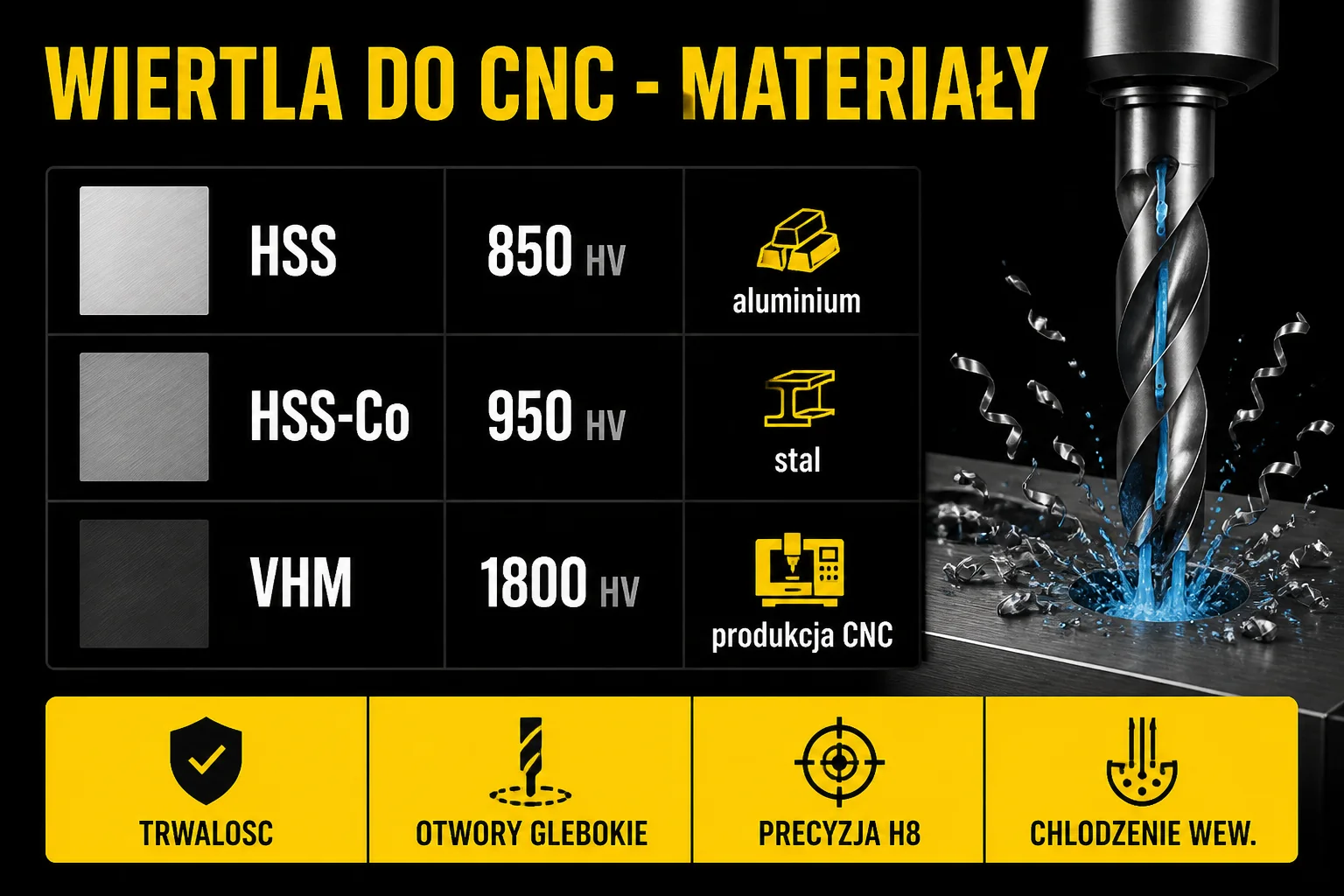
Wybór materiału wiertła jest pierwszą decyzją. Z niej wynika prędkość skrawania, żywotność i koszt jednostkowy.
HSS (stal szybkotnąca)
Tanie, łatwo dostępne, ostrzone konwencjonalnie. Twardość ok. 800-900 HV, traci ją powyżej 600°C. W CNC produkcyjnym mają zastosowanie marginalne - sprawdzają się tylko przy małych seriach i wierceniu w aluminium, mosiądzu, drewnie. W stali węglowej dają niskie Vc (15-30 m/min) i zużywają się szybko.
HSS-Co (HSS z dodatkiem kobaltu 5-8%)
Twardość 850-950 HV, lepsza odporność na temperaturę i ścieranie niż czyste HSS. Stosowane do wiercenia w stali nierdzewnej, w stalach utwardzonych do 35 HRC, w żeliwie. Vc o 20-40% wyższe niż HSS. Sensowna opcja, jeśli budżet nie pozwala na VHM, a materiał jest trudniejszy niż aluminium.
VHM (węglik spiekany)
Twardość 1500-2000 HV, utrzymuje ją do 900°C. Standard w CNC produkcyjnym. Vc 3-5× wyższe niż HSS. Wiertła VHM z powłoką wytrzymują kilkukrotnie dłużej niż HSS-Co, mimo wyższej ceny per sztuka. W kalkulacji koszt-do-otworu VHM wygrywa zawsze, gdy seria przekracza 50-100 sztuk.
Powłoki wierteł
Powłoka chroni krawędź i obniża współczynnik tarcia. Wybór powłoki dopasowuje się do materiału obrabianego.
| Powłoka | Kolor | Zastosowanie |
|---|---|---|
| TiN | złoty | uniwersalna, stal, żeliwo, miedź |
| TiCN | fiolet/szary | mosiądz, miedź, stal odpuszczona |
| TiAlN | fioletowo-czarny | stal węglowa, stal nierdzewna, wysoka temperatura |
| AlTiN | czarny / antracyt | stal hartowana, INOX, tytan |
| DLC | czarny matowy | aluminium, kompozyty, grafit |
| nano-coating | różny | materiały trudne, długa praca |
Szczegółowe omówienie powłok znajdziesz w artykule Powłoki narzędziowe TiSiN, DLC, AlTiN, ZrN.
Geometria wiertła
Geometria decyduje o sposobie wnikania w materiał, odprowadzeniu wióra i jakości otworu.
Kąt wierzchołka
Kąt zawarty między dwiema krawędziami głównymi, mierzony w widoku z boku.
- 118° - kąt uniwersalny, standard do stali węglowej i żeliwa.
- 130-140° - stal nierdzewna, stal hartowana, materiały lepkie. Mniejsza skłonność do zaciskania krawędzi, lepsze odprowadzenie ciepła.
- 90° - aluminium, kompozyty, materiały miękkie. Większe „nożyce", lepsze cięcie.
- 180° (flat bottom) - otwory ślepe z płaskim dnem, np. pod gwinty bezprzelotowe.
Kąt skrętu rowka
Standardowe 25-30° w wiertłach do stali, 35-40° w wiertłach do aluminium. Im większy kąt skrętu, tym lepsze odprowadzenie wióra wzwyż - kluczowe w głębokich otworach. Mniejszy kąt skrętu daje sztywniejszy rdzeń wiertła, ważne przy hartowanych materiałach.
Split point (cięcie środka)
Zmodyfikowana geometria wierzchołka, w której zamiast jednego punktu mamy dwie krawędzie skierowane na środek. Efekt: wiertło centruje się samo, bez nakiełka. Standard w nowoczesnych wiertłach VHM. Pozwala wiercić bezpośrednio od pierwszego ruchu, bez wstępnego nakłuwania.

Rodzaje wierteł wg zastosowania
- Wiertła krótkie (3×D, 5×D): standard do otworów przelotowych do głębokości równej 3-5 średnicom. Wysoka sztywność, łatwa wymiana, niska cena.
- Wiertła długie (8×D, 10×D, 12×D): głębokie otwory. Wymagają chłodzenia wewnętrznego (through-coolant) i strategii peck drilling lub ciągłego z wewnętrznym chłodzeniem.
- Wiertła z chłodzeniem wewnętrznym: ciecz chłodząca podawana kanałami w korpusie wiertła, dociera bezpośrednio do krawędzi. Standard w wiertłach 5×D i głębszych.
- Mikrowiertła (<Ø1 mm): wymagają sub-spindle (wysokie obroty 20-50 tys. RPM) i specjalnego mocowania. Stosowane w elektronice, mikromechanice, jubilerstwie.
- Nakiełki (60° lub 90°): wiertła krótkie o specjalnej geometrii do nakłuwania otworów przed wierceniem długim wiertłem. W nowoczesnych VHM z split point - często zbędne.
- Wiertła stopniowe: kilka średnic na jednym narzędziu. Stosowane w blachach (rozwiercanie do różnych średnic w jednej operacji).
Parametry skrawania dla wierteł VHM
Wartości startowe dla wierteł VHM z powłoką TiAlN, chłodzenie obfite (emulsja lub through-coolant).
| Materiał | Vc (m/min) | fn (mm/obr) Ø10 |
|---|---|---|
| Aluminium 6061 | 120 - 250 | 0,15 - 0,30 |
| Mosiądz | 100 - 200 | 0,12 - 0,25 |
| Stal C45 | 60 - 120 | 0,12 - 0,20 |
| Stal stopowa | 50 - 100 | 0,10 - 0,18 |
| Stal nierdzewna 304/316 | 30 - 60 | 0,08 - 0,15 |
| Tytan Ti6Al4V | 25 - 50 | 0,06 - 0,12 |
| Żeliwo szare | 60 - 120 | 0,15 - 0,25 |
Pełne tabele Vc, fz i wzory na obroty oraz posuw minutowy znajdziesz w artykule Parametry skrawania w CNC.

Procedura wiercenia w CNC
Standardowa procedura wiercenia otworu w CNC wygląda następująco.
- Nakiełkowanie - wiertłem 90° lub 60°, na głębokość 1-2 mm. Niezbędne przy wiertłach długich (>5×D) bez split point. Przy nowoczesnych wiertłach VHM ze split point - opcjonalne.
- Wiercenie właściwe - wiertłem o średnicy nominalnej. Surowy otwór ma tolerancję H12.
- Rozwiercanie (jeśli wymagana tolerancja H8 lub lepsza) - rozwiertakiem maszynowym, naddatek 0,1-0,3 mm. Daje tolerancję H7 i bardzo dobrą powierzchnię.
- Gwintowanie (jeśli otwór gwintowany) - gwintownikiem maszynowym lub wzbijającym. Średnica otworu pod gwint zgodna z tabelą DIN 13.
Peck drilling - kiedy ma sens
Peck drilling (wiercenie przerywane, z wycofywaniem wiertła) stosujemy w trzech sytuacjach:
- otwory głębsze niż 8×D bez chłodzenia wewnętrznego,
- materiały lepkie (aluminium 6061, mosiądz) - wiór zwija się długo i blokuje rowek,
- materiały z wtrąceniami (stal odlewana, żeliwo) - przerwa pozwala wiórowi opaść.
Przy nowoczesnych wiertłach VHM 5×D z chłodzeniem wewnętrznym peck drilling jest zbędny - wiór wychodzi ciecząą chłodzącą.
Typowe błędy
- HSS zamiast VHM w produkcji CNC: tracimy 3-5× na wydajności, oszczędzamy 60-70% na cenie wiertła. Przy seriach >100 otworów to zła kalkulacja.
- Za wysokie Vc: krawędź spala się, otwór ma niebieski wiór i zaokrąglone krawędzie. Pierwszy sygnał - obniżyć Vc o 20%.
- Brak nakiełka przy długim wiertle bez split point: wiertło ucieka na boki, otwór jest przesunięty lub krzywy.
- Złe mocowanie: wiertło w oprawce z biciem >15 μm rozszerza otwór i zużywa się asymetrycznie. Do precyzji potrzebne tulejki ER klasy precision - więcej o tulejkach ER.
- Brak chłodzenia w głębokich otworach: wiór klei się w rowku, blokuje wiertło, łamie je. W otworach 5×D+ chłodzenie obfite jest absolutnie konieczne.
FAQ
Czy peck drilling jest zawsze potrzebny?
Nie. Przy wiertłach VHM krótkich (3×D, 5×D) z chłodzeniem zewnętrznym lub wewnętrznym peck drilling spowalnia operację i nie poprawia jakości. Stosujemy go tylko w głębokich otworach bez chłodzenia wewnętrznego, w aluminium 6061 (lepki wiór) i przy materiałach z wtrąceniami.
VHM bez powłoki vs z powłoką - kiedy ma sens tańszy wariant?
VHM bez powłoki sprawdza się w aluminium (gdzie powłoka nie wnosi tyle), w grafitach, w niektórych kompozytach. W stali węglowej, stali nierdzewnej, tytanie - powłoka jest niezbędna, koszt wyższy o 20-40% zwraca się 3-5× w żywotności.
Jakie wiertło do otworu pod gwint M10?
Pod gwint M10 średnica otworu wynosi 8,5 mm (gwint zwykły, DIN 13). Wiercimy wiertłem VHM Ø8,5 mm. Po wierceniu - gwintownik M10. W otworach głębszych niż 10 mm warto zostawić zapas wiórowy (otwór o 5-10% głębszy niż gwint).
Wiercenie w żywicach i kompozytach - co wybrać?
Wiertła VHM z powłoką DLC lub bez powłoki, kąt wierzchołka 90-120°, kąt skrętu rowka 25-35°. Materiały kompozytowe (włókno węglowe, włókno szklane) wymagają wiertła specjalnego z geometrią „dagger drill" lub diamentową krawędzią - powłoka diamentowa CVD jest droga, ale wydłuża żywotność 20-50× w włóknach węglowych.
Co kupić w Kortools
W naszej ofercie znajdziesz pełną gamę wierteł VHM oraz akcesoriów do wiercenia w CNC.
- Wiertła VHM 3×D, 5×D, 8×D, 10×D z chłodzeniem zewnętrznym i wewnętrznym, średnice Ø1-Ø20 mm.
- Wiertła VHM ze split point - bez konieczności nakłuwania.
- Wiertła HSS-Co do mniejszych serii i prac warsztatowych.
- Nakiełki 60° i 90° do tradycyjnej procedury wiercenia.
- Rozwiertaki maszynowe do tolerancji H7.
- Tulejki ER klasy precision i oprawki ER do precyzyjnego mocowania - więcej o tulejkach ER.
Jeśli pracujesz w stali nierdzewnej, zalecamy zacząć od artykułu o doborze frezu do INOX i tabel parametrów skrawania. Wszystkie wiertła VHM mocujemy w oprawkach ER lub w precyzyjnych oprawkach hydraulicznych - więcej o systemach oprawek.

