





Ta sama geometria freza z dobrą i złą powłoką to różnica nawet kilkukrotna w żywotności ostrza. Powłoki narzędziowe do CNC – TiSiN, DLC, AlTiN, ZrN i TiN – wyglądają podobnie, ale każda jest do czegoś innego. Ten przewodnik tłumaczy, czym się różnią, do jakich materiałów pasują i kiedy powłoka w ogóle nie pomoże.

Spis treści
- Czym są powłoki PVD i po co się je stosuje
- TiSiN – uniwersalna do stali i nierdzewki
- AlTiN – do twardych materiałów i pracy na sucho
- DLC – do aluminium i metali nieżelaznych
- ZrN – do metali nieżelaznych i stopów lekkich
- TiN – uniwersalna i ekonomiczna
- Tabela porównawcza powłok
- Kiedy powłoka nie pomoże
- Najczęściej zadawane pytania
- Podsumowanie
Czym są powłoki PVD i po co się je stosuje
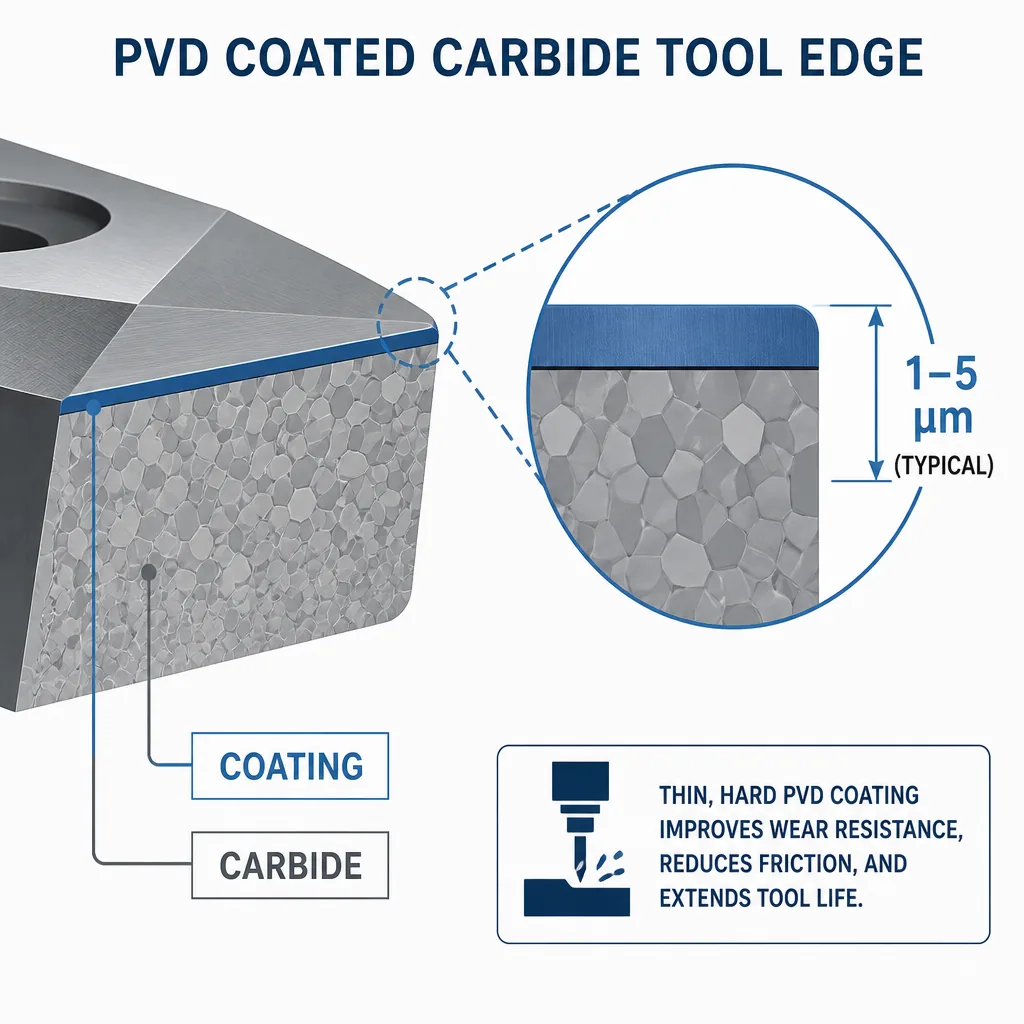
Powłoki narzędziowe to cienkie warstwy nanoszone na ostrze metodą PVD (Physical Vapour Deposition) – fizycznego osadzania z fazy gazowej w komorze próżniowej. Grubość takiej warstwy to zwykle 1–4 mikrometry, czyli ułamek grubości włosa, a mimo to zmienia ona zachowanie narzędzia diametralnie.
Powłoka pełni trzy zadania. Po pierwsze zwiększa twardość powierzchni ostrza, przez co wolniej się ono ściera. Po drugie podnosi odporność na temperaturę – w strefie skrawania bywa 600–1000°C, a powłoka chroni węglik przed odpuszczeniem. Po trzecie zmniejsza tarcie i przywieranie wióra, dzięki czemu materiał nie klei się do krawędzi.
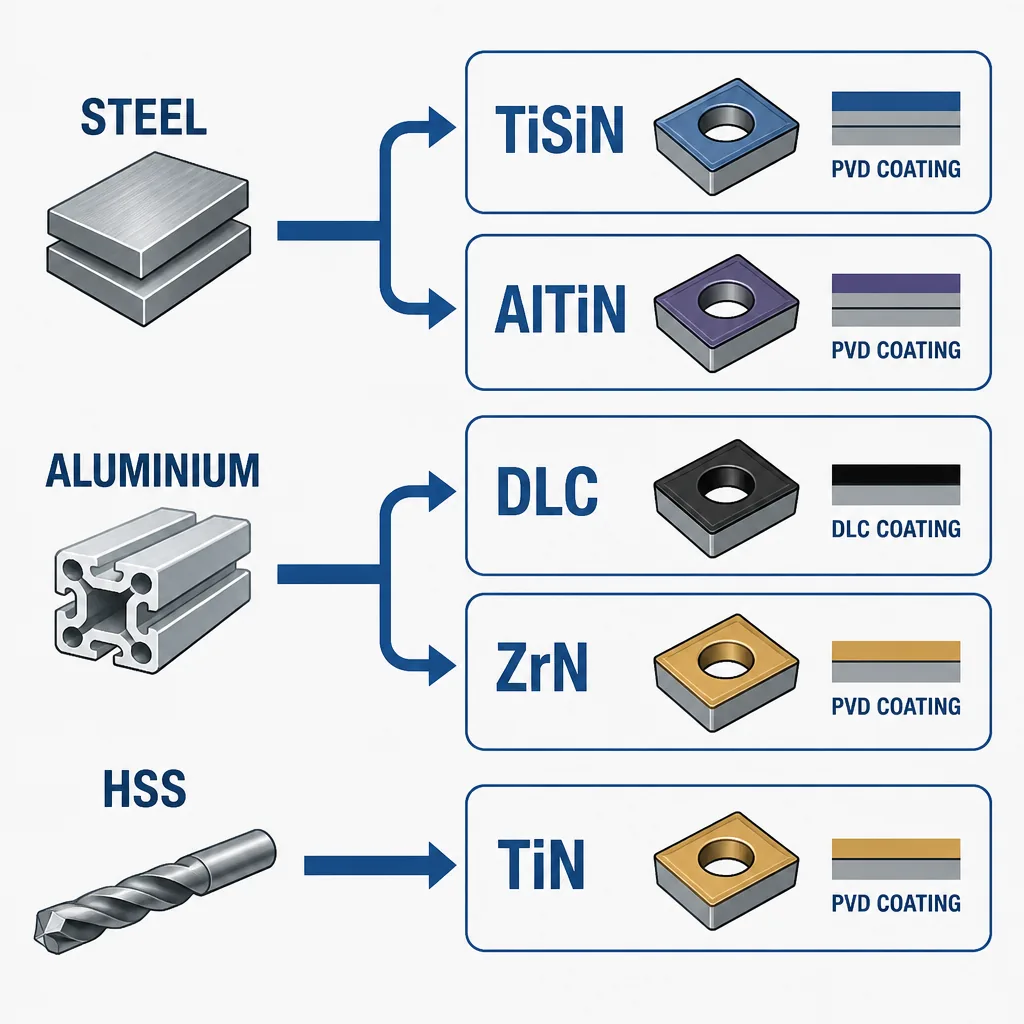
Nie każda powłoka robi wszystkie trzy rzeczy naraz. Twarde powłoki (TiSiN, AlTiN) stawiają na twardość i odporność cieplną – świetne do stali, ale aluminium do nich przywiera. Powłoki śliskie (DLC) stawiają na niskie tarcie – idealne do aluminium, ale nie znoszą wysokich temperatur stali. Dlatego dobór powłoki zaczynasz od pytania: jaki materiał obrabiam?
Twardość powłok podaje się w skali Vickersa (HV). Dla porównania: niepowlekany węglik to około 1600 HV, a dobre powłoki PVD osiągają 2300–3700 HV. Współczesne powłoki bywają jedno- lub wielowarstwowe, a nawet nanostrukturalne – złożone z setek ultracienkich warstw, co podnosi jednocześnie twardość i odporność na pękanie. Druga ważna liczba to maksymalna temperatura pracy, powyżej której powłoka traci właściwości – i to ona często rozstrzyga, czy nadaje się do stali, czy do aluminium.
Powłokę nanosi się na frezy, wiertła i płytki skrawające. W praktyce ten sam korpus freza monolitycznego VHM może być oferowany w kilku wariantach powłoki – i to właśnie powłoka decyduje, do czego narzędzie się nadaje.
TiSiN – uniwersalna do stali i nierdzewki
TiSiN (azotek tytanowo-krzemowy) to dziś jedna z najpopularniejszych powłok do stali. Dodatek krzemu tworzy na powierzchni twardą, stabilną strukturę o bardzo wysokiej twardości i dobrej odporności na temperaturę. To czyni ją uniwersalnym wyborem do stali konstrukcyjnych, nierdzewnych i materiałów do około 55 HRC.
W liczbach TiSiN to twardość rzędu 3300–3700 HV i odporność termiczna sięgająca nawet ~1100°C – stąd jej popularność w obróbce stali z wysokimi prędkościami skrawania. Krzem tworzy na powierzchni stabilną warstwę krzemionki, która spowalnia utlenianie powłoki w wysokiej temperaturze.
TiSiN dobrze znosi pracę z chłodzeniem i bez, a jej odporność cieplna pozwala podnosić prędkości skrawania w stali. Sprawdza się na frezach 4-ostrzowych do stali, w gwintownikach i na płytkach. Jeśli nie wiesz, od czego zacząć przy obróbce stali, TiSiN jest bezpiecznym domyślnym wyborem – sprawdza się w stali konstrukcyjnej, nierdzewnej i żaroodpornej przy umiarkowanych i wysokich parametrach.
AlTiN – do twardych materiałów i pracy na sucho
AlTiN (azotek glinowo-tytanowy) wyróżnia się bardzo wysoką odpornością na temperaturę. W trakcie skrawania aluminium z powłoki tworzy się cienka warstwa tlenku glinu, która działa jak bariera termiczna. Dzięki temu AlTiN znosi wyższe temperatury niż TiSiN i sprawdza się tam, gdzie chłodzenie jest słabe lub żadne.
To powłoka do materiałów hartowanych, stali narzędziowych i pracy na sucho lub z MQL. Im wyższa temperatura w strefie skrawania, tym lepiej AlTiN się zachowuje – odwrotnie niż powłoki śliskie. W twardych stalach powyżej 50 HRC i przy obróbce wykończeniowej hartowanych form jest często lepsza niż TiSiN.
Twardość AlTiN to około 3000–3300 HV, ale jej największym atutem jest odporność na utlenianie sięgająca ~800–900°C dzięki barierze z tlenku glinu. W praktyce wybierasz AlTiN tam, gdzie nie podajesz chłodziwa albo gdy materiał jest na tyle twardy, że strefa skrawania mocno się grzeje. Przy obróbce na mokro miękkiej stali konstrukcyjnej różnica wobec TiSiN bywa niewielka – AlTiN pokazuje przewagę dopiero w wysokich temperaturach.
DLC – do aluminium i metali nieżelaznych
DLC (Diamond-Like Carbon) to powłoka węglowa o strukturze zbliżonej do diamentu. Jej kluczowa cecha to nie twardość, lecz wyjątkowo niskie tarcie i brak powinowactwa do aluminium. Metale nieżelazne nie przywierają do DLC, więc nie tworzy się narost na ostrzu – główny problem przy obróbce aluminium.
Współczynnik tarcia DLC jest bardzo niski (rzędu 0,1, kilkukrotnie mniej niż TiN), dlatego wiór ślizga się po ostrzu, zamiast do niego przywierać. To kluczowe w miękkich, lepkich aluminiach, gdzie narost na ostrzu psuje powierzchnię. Ograniczeniem jest temperatura: DLC pracuje do około 400°C i powyżej tej wartości zaczyna się degradować.
DLC stosuje się na frezach do aluminium, w obróbce miedzi, mosiądzu, tworzyw i kompozytów. Przy obróbce stali, gdzie strefa skrawania mocno się grzeje, DLC szybko się degraduje. To powłoka wyraźnie wyspecjalizowana – świetna w aluminium, nieprzydatna w stali.
ZrN – do metali nieżelaznych i stopów lekkich
ZrN (azotek cyrkonu) o charakterystycznym jasnozłotym kolorze to powłoka do metali nieżelaznych: aluminium, miedzi, mosiądzu i tytanu. Ogranicza narost i przywieranie, a przy tym znosi nieco wyższe temperatury niż DLC. Bywa też tańsza, co czyni ją rozsądnym kompromisem.
ZrN wybiera się, gdy DLC jest niedostępne lub gdy obrabiasz stopy lekkie przy umiarkowanych parametrach. W aluminium plastycznym, gdzie liczy się ograniczenie narostu, a temperatura nie jest wysoka, ZrN daje dobre rezultaty mniejszym kosztem. Twardość ZrN to około 2800 HV – mniej niż TiSiN, ale w metalach nieżelaznych nie twardość jest najważniejsza, lecz brak powinowactwa do obrabianego materiału. ZrN bywa też stosowana w obróbce tytanu i stopów medycznych, gdzie ogranicza przywieranie.
TiN – uniwersalna i ekonomiczna
TiN (azotek tytanu) o złotym kolorze to najstarsza i najtańsza z popularnych powłok. Ma umiarkowaną twardość i odporność cieplną – znacznie niższą niż TiSiN czy AlTiN – ale i tak wyraźnie poprawia trwałość względem ostrza bez powłoki.
Twardość TiN to około 2300 HV, a maksymalna temperatura pracy ~600°C – wartości wyraźnie niższe niż w TiSiN czy AlTiN, ale wystarczające do lżejszych zadań. Charakterystyczny złoty kolor czyni ją też wygodnym wskaźnikiem zużycia: gdy złota warstwa schodzi i widać szary węglik, narzędzie pracuje już bez powłoki.
TiN to dobry wybór do narzędzi HSS, gwintowników i mniej wymagających zadań, gdzie nie potrzeba najwyższych parametrów. Spotkasz ją często na wiertłach HSS i kobaltowych oraz w gwintownikach. Tam, gdzie obciążenia są umiarkowane, droższa powłoka nie zwróci się – TiN w zupełności wystarczy.
Tabela porównawcza powłok
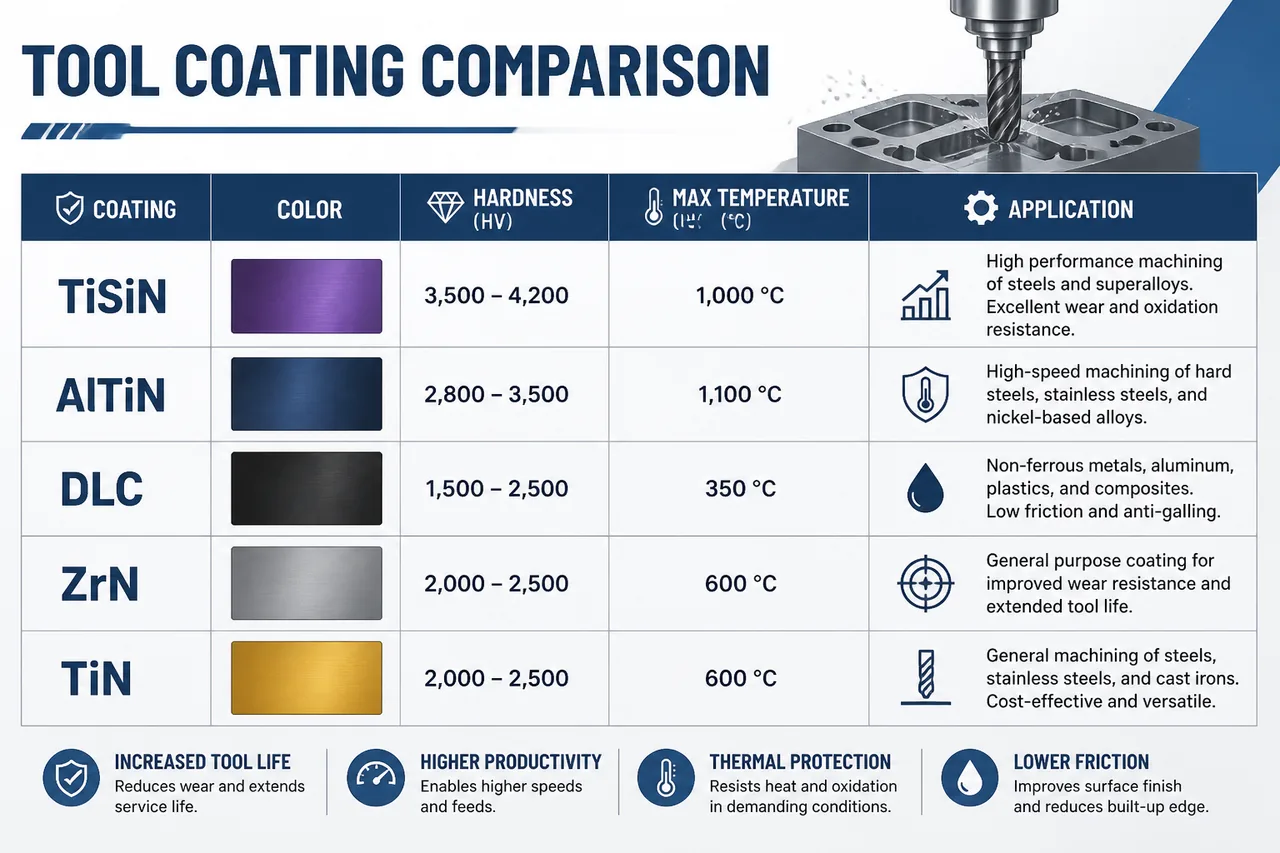
- TiSiN – kolor ciemny; do stali, nierdzewki, materiałów do 55 HRC; uniwersalna do obróbki stali.
- AlTiN – kolor czarno-fioletowy; do stali hartowanej, form, pracy na sucho; najlepsza odporność cieplna.
- DLC – kolor ciemnoszary; do aluminium, miedzi, mosiądzu, tworzyw; najniższe tarcie, nie do stali.
- ZrN – kolor jasnozłoty; do metali nieżelaznych i stopów lekkich; tańsza alternatywa dla DLC.
- TiN – kolor złoty; do HSS, gwintowników, lekkich zadań; ekonomiczna, umiarkowane parametry.
Reguła w skrócie: stal i materiały hartowane – TiSiN lub AlTiN; aluminium i metale nieżelazne – DLC lub ZrN; lekkie i tanie zadania – TiN. Powłoki śliskie i twarde rzadko się zastępują – do innych materiałów służą.
Na rynku spotkasz też powłoki uniwersalne (np. AlCrN czy nanostrukturalne odmiany AlTiN), optymalizowane pod szeroki zakres stali i żeliwa. To wygodny wybór dla warsztatu obrabiającego różne materiały. Jeśli jednak pracujesz głównie w jednym materiale, dedykowana powłoka da lepszy efekt niż uniwersalna – warto wtedy mieć dwa–trzy typy narzędzi pod konkretne zadania.
Kiedy powłoka nie pomoże

Powłoka to nie magia. Są sytuacje, w których nie nadrobi błędów gdzie indziej. Po pierwsze, zła powłoka do materiału szkodzi – twarde TiSiN i AlTiN w aluminium pogarszają przywieranie, zamiast je ograniczać. Dobór do materiału jest ważniejszy niż „lepsza" powłoka.
Po drugie, powłoka nie naprawi złych parametrów. Zbyt niski posuw, przez który ostrze ślizga się i grzeje, zniszczy nawet najlepiej powlekane narzędzie. Po trzecie, w materiałach silnie ściernych – siluminach z dużą zawartością krzemu czy kompozytach – decyduje materiał ostrza, nie powłoka; tam wygrywa diament PCD.
Wreszcie powłoka nie zastąpi sztywności. Bicie z zużytej oprawki, zbyt długi wysięg i drgania niszczą krawędź niezależnie od warstwy ochronnej. Powłoka jest jednym z elementów układu – dobierz ją po doborze geometrii, materiału ostrza i sztywnego mocowania.
Jest też niuans przy bardzo ostrych ostrzach. Powłoka ma grubość kilku mikrometrów, więc na mikrofrezach i precyzyjnych krawędziach lekko zaokrągla ostrze. Dlatego do najdrobniejszej obróbki aluminium czasem wybiera się ostrze polerowane bez powłoki – maksymalnie ostre, choć mniej trwałe. To kolejny powód, by nie kierować się zasadą „im twardsza powłoka, tym lepiej".
Na koniec rachunek ekonomiczny. Dobra powłoka PVD podnosi cenę narzędzia, ale jeśli wydłuża jego żywotność dwu- lub trzykrotnie i pozwala podnieść parametry, zwraca się szybko – zwłaszcza w produkcji seryjnej, gdzie liczy się czas obróbki i liczba detali na ostrze. Przy pojedynczych sztukach i lekkich zadaniach często wystarczy tańsza powłoka albo i jej brak.
Najczęściej zadawane pytania
Jaka powłoka jest najlepsza do stali?
TiSiN do większości stali i nierdzewki, AlTiN do materiałów hartowanych i pracy na sucho. Obie są twarde i odporne cieplnie – odwrotnie niż powłoki do aluminium.
Jaka powłoka do aluminium?
DLC jako pierwszy wybór ze względu na niskie tarcie i brak przywierania. ZrN to tańsza alternatywa. Twardych powłok do stali w aluminium unikaj.
Czym różni się TiSiN od AlTiN?
Obie są twarde i do stali, ale AlTiN znosi wyższe temperatury i lepiej sprawdza się w materiałach hartowanych oraz na sucho. TiSiN jest bardziej uniwersalna do typowej obróbki stali.
Czy powłoka DLC nadaje się do stali?
Nie. DLC nie znosi wysokich temperatur strefy skrawania w stali i szybko się degraduje. Jest powłoką do aluminium i metali nieżelaznych.
Czy warto dopłacać do powłoki przy narzędziach HSS?
Do lekkich zadań wystarczy tania TiN. Droższe powłoki PVD najbardziej opłacają się na narzędziach węglikowych pracujących z wysokimi parametrami.
Po czym poznać rodzaj powłoki?
Kolor podpowiada: TiN i ZrN są złote (ZrN jaśniejszy), AlTiN czarno-fioletowy, DLC ciemnoszary. To jednak tylko wskazówka – pewną informację daje karta narzędzia.
Czy powłoka odnawia się po zużyciu?
Nie. Po starciu powłoki ostrze pracuje jak niepowlekane. Niektóre narzędzia można powlekać ponownie po regeneracji, ale w praktyce taniej jest wymienić frez niż repowlekać pojedyncze sztuki – regeneracja z powlekaniem opłaca się głównie przy drogich narzędziach do obróbki seryjnej.
Podsumowanie
Powłoki narzędziowe w skrócie:
- TiSiN – uniwersalna do stali i nierdzewki, materiały do 55 HRC.
- AlTiN – najwyższa odporność cieplna, do materiałów hartowanych i pracy na sucho.
- DLC – najniższe tarcie, do aluminium i metali nieżelaznych, nie do stali.
- ZrN – tańsza alternatywa do stopów lekkich.
- TiN – ekonomiczna, do HSS i lekkich zadań.
- Pamiętaj: najpierw dobór do materiału, potem parametry i sztywność – powłoka nie naprawi błędów w pozostałych elementach.
Szukasz narzędzia z konkretną powłoką do swojego materiału? Sprawdź frezy monolityczne VHM, wiertła i płytki skrawające w ofercie Kortools – z podziałem na wersje TiSiN, DLC i inne, dobrane do stali i aluminium.
Powiązane artykuły
- Jak dobrać frez do stali nierdzewnej - TiAlN i AlTiN w praktyce - dobór do INOX.
- Wiertła do CNC - VHM, HSS, powłoki - powłoki wierteł w obróbce produkcyjnej.
- Parametry skrawania w CNC - jak powłoka zmienia dopuszczalne Vc.