





Oprawka narzędziowa łączy wrzeciono z narzędziem – i to ona, a nie sam frez, często decyduje o biciu, drganiach i wykończeniu. BT, SK, HSK, ER, Weldon, termokurczliwa: te nazwy łatwo pomylić. Ten przewodnik tłumaczy, czym różnią się standardy oprawek narzędziowych do frezarki CNC i jak dobrać właściwą do swojej maszyny.

Spis treści
- Po co tyle różnych standardów
- BT i SK (DIN 69871) – kiedy który
- HSK – dlaczego do wysokich obrotów
- ER – najpopularniejszy sposób mocowania narzędzia
- Weldon – kiedy warto
- Termokurczliwe i hydrauliczne – dla precyzji
- Wyważenie G2.5 – co to znaczy
- Jak sprawdzić, jaki stożek ma maszyna
- Najczęściej zadawane pytania
- Podsumowanie
Po co tyle różnych standardów
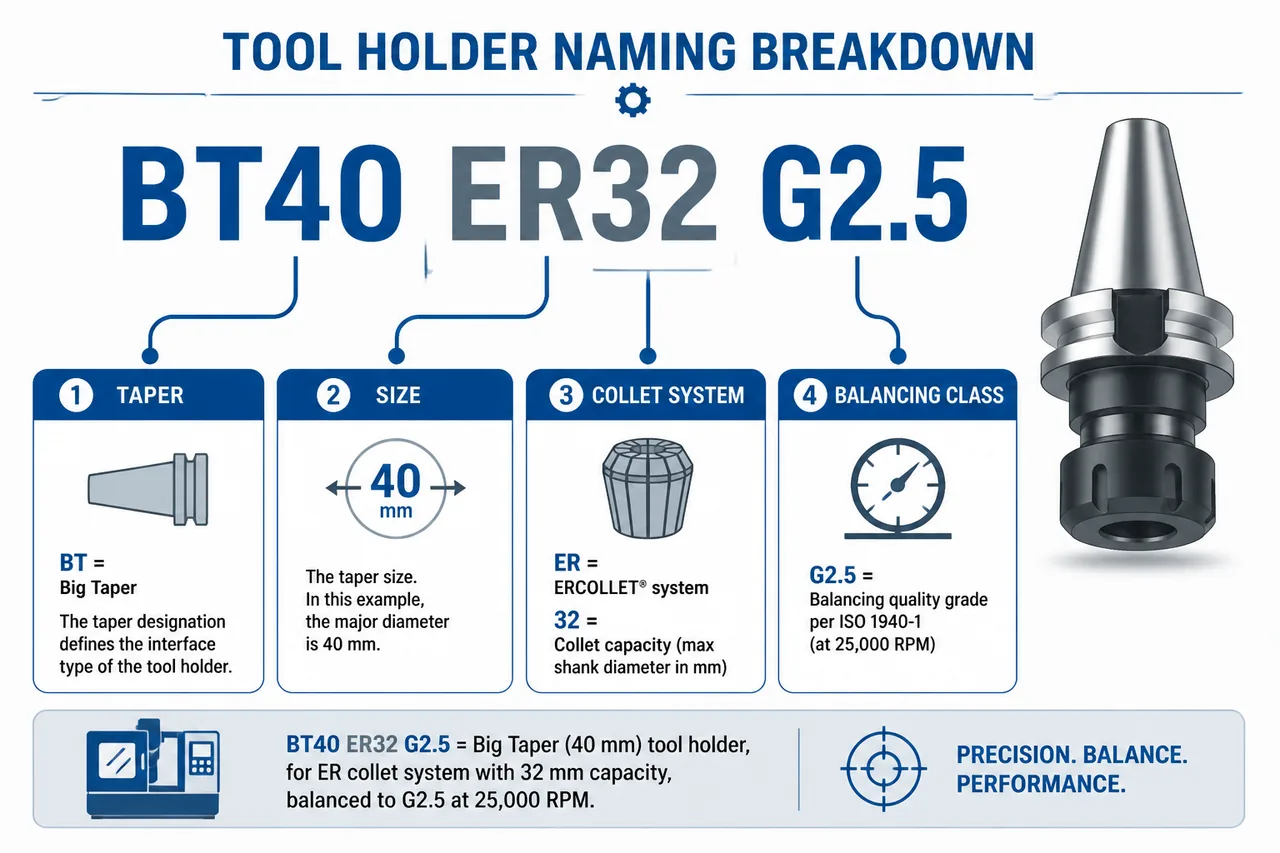
Oprawka ma dwie strony. Od strony maszyny jest stożek, który wchodzi we wrzeciono – tu obowiązują standardy BT, SK i HSK. Od strony narzędzia jest sposób zacisku frezu czy wiertła – tu mamy ER, Weldon, termokurczliwe i hydrauliczne. Dlatego pełna nazwa oprawki opisuje oba końce, np. „BT40 ER32".
Standardy stożka wzięły się z różnych szkół konstrukcyjnych i wymagań. BT i SK to klasyczne stożki 7:24, sprawdzone i tanie. HSK powstał później, by sprostać wysokim obrotom nowoczesnych centrów. Sposób mocowania narzędzia dobiera się natomiast do typu i średnicy frezu oraz wymaganej dokładności.
Pełną nazwę oprawki czytasz właśnie w tej kolejności. „BT40 ER32" to stożek BT rozmiar 40 od strony wrzeciona i system tulei ER32 od strony narzędzia. Bywa dodany wysięg (długość oprawki) i klasa wyważenia, np. „BT40 ER32 100 G2.5". Gdy znasz tę konwencję, z samej nazwy odczytasz, czy oprawka pasuje do Twojej maszyny i narzędzia.
Wniosek praktyczny: oprawkę dobierasz w dwóch krokach. Najpierw stożek pod wrzeciono maszyny (inaczej fizycznie nie wejdzie), potem mocowanie narzędzia pod konkretny frez i operację. Pełen przekrój znajdziesz w kategorii oprawki narzędziowe.
BT i SK (DIN 69871) – kiedy który
BT i SK to najpopularniejsze stożki frezarskie, oba o zbieżności 7:24. Wyglądają podobnie, ale nie są zamienne. Różnią się geometrią kołnierza i, co najważniejsze, gwintem otworu na śrubę ściągającą (pull stud). SK (DIN 69871) ma inny gwint i wymiary kołnierza niż BT (japoński standard MAS 403).
O wyborze nie decydujesz Ty, lecz Twoja maszyna – musisz dobrać stożek do wrzeciona. Maszyny europejskie częściej mają SK (zwane też ISO/DIN), azjatyckie i wiele nowszych – BT. Rozmiar opisuje liczba: BT30, BT40, BT50 (i analogicznie SK30/40/50). Im większy numer, tym większy stożek, sztywniejsze mocowanie i większa maszyna.
Sama śruba ściągająca (pull stud, knebel) też ma swoje odmiany – inny kształt i gwint dla różnych mechanizmów wrzeciona, nawet w obrębie BT40. Dlatego zamawiając oprawkę, dobiera się do niej pull stud pasujący do konkretnej maszyny. Stożek 7:24 jest pełny, więc cała siła mocowania opiera się na styku stożkowym, a knebel tylko wciąga oprawkę i ją trzyma.
Najczęstszy błąd to zamówienie BT zamiast SK (lub odwrotnie) przy zgadzającym się rozmiarze. Kołnierz może wejść w łapę zmieniacza, ale gwint pull studa i baza się nie zgodzą. Zawsze potwierdź literę standardu, nie tylko numer – a jeśli maszyna ma automatyczny zmieniacz narzędzi, sprawdź też typ rowka pod chwytak manipulatora.
HSK – dlaczego do wysokich obrotów
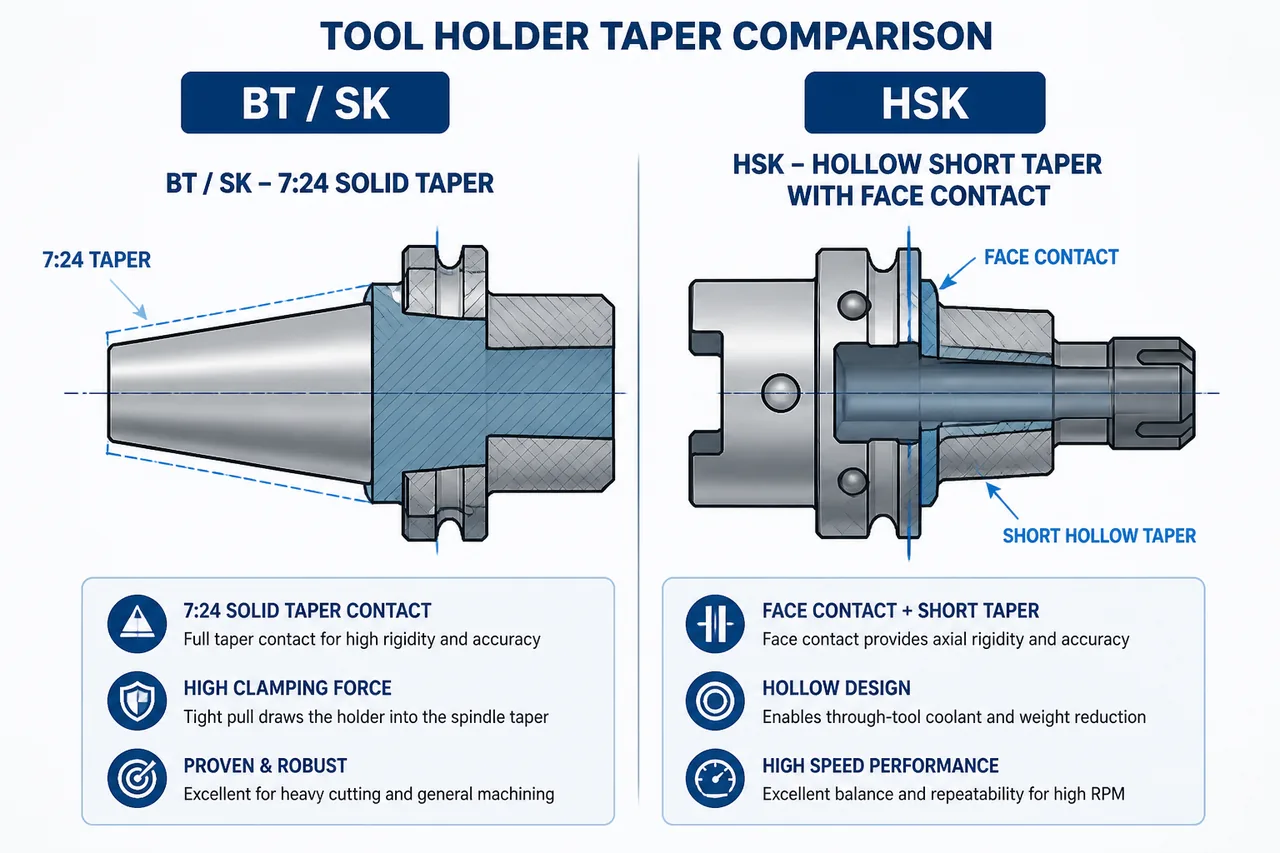
HSK (Hohl-Schaft-Kegel – stożek pusty) to inna konstrukcja niż BT/SK. Zamiast pełnego stożka 7:24 ma krótki, pusty stożek o zbieżności 1:10 z mocowaniem czołowym – oprawka opiera się jednocześnie o stożek i o czoło wrzeciona. To podwójne podparcie daje wyższą sztywność i powtarzalność.
Przy wysokich obrotach stożek BT/SK ma wadę: siła odśrodkowa lekko rozszerza gniazdo wrzeciona, przez co oprawka wsuwa się głębiej i zmienia się długość narzędzia. HSK, oparty o czoło, jest na to odporny – dlatego dominuje w szybkoobrotowych centrach (HSC) i obróbce, gdzie liczy się powtarzalność. Oznaczenia jak HSK-A63 opisują formę (A) i wielkość (63).
HSK występuje w kilku formach oznaczanych literą: najpopularniejsza HSK-A (uniwersalna, do automatycznej wymiany, z chłodzeniem wewnętrznym), HSK-E (do bardzo wysokich obrotów, lżejsza, bez rowków napędowych), HSK-F (do obróbki drewna i HSC). Po literze idzie wielkość – HSK-A63, HSK-E40 itd. Dobierasz formę i wielkość ściśle pod wrzeciono, bo nie są między sobą zamienne.
HSK jest droższy i bardziej wymagający w utrzymaniu czystości gniazda – drobny wiór na czole psuje powtarzalność, której HSK ma dostarczać. Do wolniejszych, klasycznych frezarek stożki BT/SK nadal są rozsądnym i tańszym wyborem.
ER – najpopularniejszy sposób mocowania narzędzia
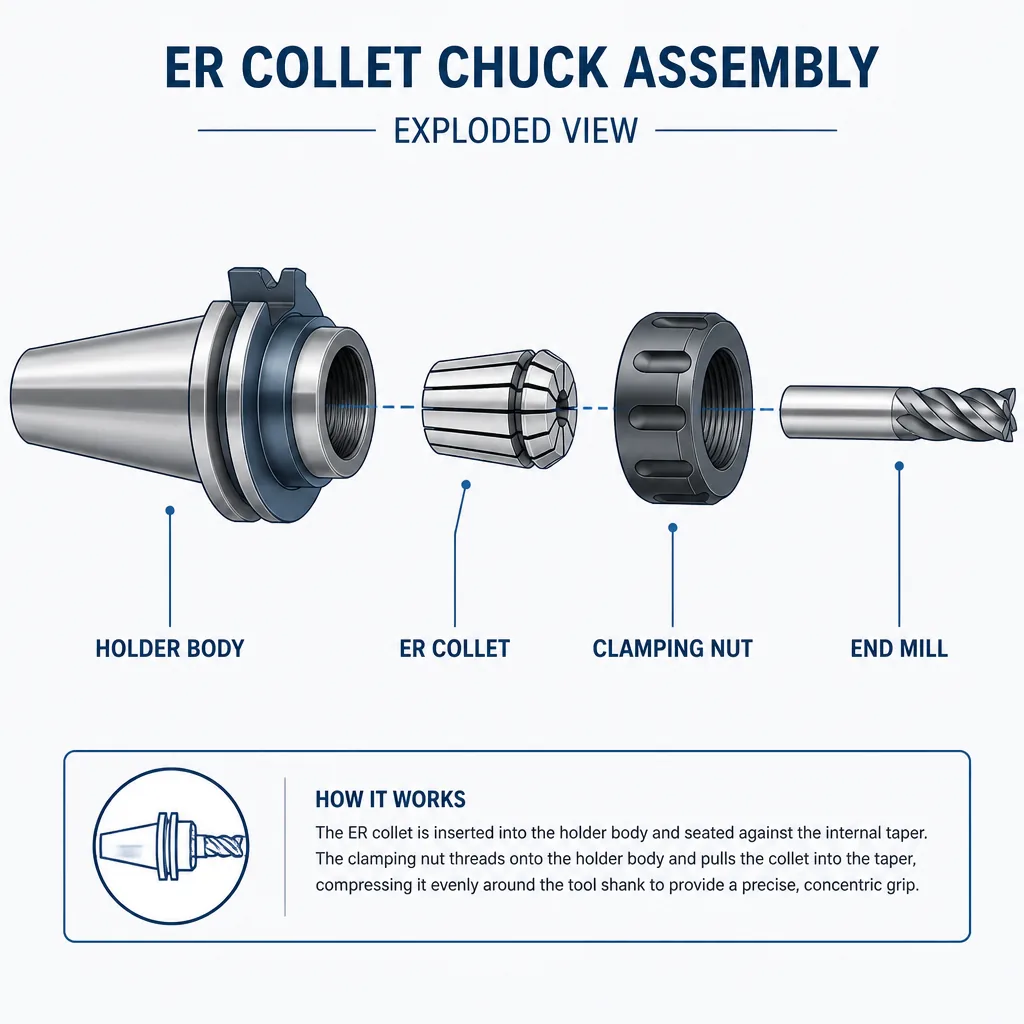
ER to najczęstszy system zacisku narzędzia trzpieniowego. W oprawce ER osadza się tuleję zaciskową, którą nakrętka ściska na chwycie frezu. Zaletą jest uniwersalność: jedna oprawka obsługuje wiele średnic, bo wymieniasz tylko tuleję. Rozmiary ER8–ER40 pokrywają chwyty od kilku do kilkudziesięciu milimetrów.
Dokładność mocowania ER zależy od jakości tulei. Tuleje zaciskowe ER w klasie dokładności AA (bicie ≤ 0,008 mm) dają wyraźnie mniejsze bicie niż tanie tuleje, co przekłada się na dłuższą żywotność frezu i gładszą powierzchnię. Każda tuleja obejmuje zakres około 1 mm, więc dobiera się ją pod konkretną średnicę chwytu.
Tuleja ER wymaga utrzymania w czystości – wiór czy brud w stożku tulei od razu zwiększają bicie. Warto też pilnować, by chwyt narzędzia wchodził w tuleję na odpowiednią głębokość i nie wystawał poza zakres zacisku. Nakrętkę dokręca się kluczem z właściwym momentem; dokręcanie „na czuja" potrafi pogorszyć bicie zamiast je zmniejszyć.
System ER to dobry domyślny wybór do większości frezów trzpieniowych. Do najwyższej precyzji ustępuje oprawkom termokurczliwym, ale jest od nich znacznie tańszy i bardziej elastyczny – jedną oprawką ER32 z kompletem tulei obsłużysz większość narzędzi w warsztacie.
Weldon – kiedy warto
Oprawka Weldon mocuje narzędzie za płaską ściętą część chwytu (płetwę) dociskaną śrubą boczną. Dzięki temu narzędzie nie obróci się ani nie wysunie nawet przy dużych siłach skrawania. To pewne, sztywne mocowanie do obróbki zgrubnej i frezów o chwycie Weldon.
Wadą jest bicie – śruba dociskowa spycha narzędzie na bok, więc Weldon nie nadaje się do precyzyjnego wykończenia ani wysokich obrotów. Wybierasz go tam, gdzie liczy się pewność uchwytu, a nie minimalne bicie: ciężkie rowkowanie, obróbka zgrubna, duże frezy.
Warunkiem działania jest narzędzie z chwytem Weldon (płaską ścięta powierzchnią). Frez o gładkim chwycie cylindrycznym dokręcony śrubą boczną w oprawce Weldon obróci się i wysunie przy większym obciążeniu – to częsty błąd. Pokrewny system Whistle Notch (chwyt ze skośnym wgłębieniem) dodatkowo wciąga narzędzie do oprawki, zapobiegając wysuwaniu. Jeśli zależy Ci jednocześnie na pewności i mniejszym biciu, rozważ raczej dobrą oprawkę ER lub termokurczliwą.
Termokurczliwe i hydrauliczne – dla precyzji
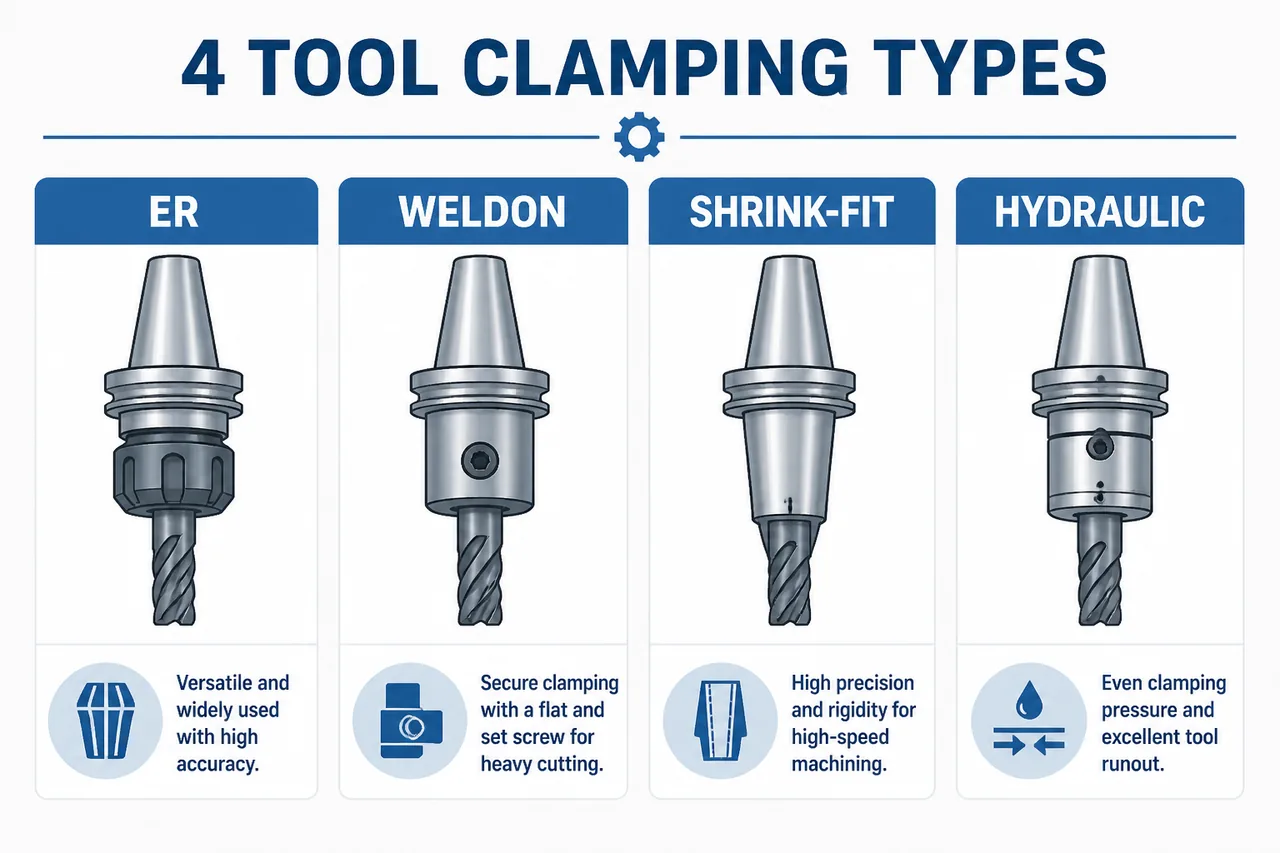
Oprawka termokurczliwa zaciska narzędzie przez rozszerzalność cieplną. Otwór oprawki nagrzewa się indukcyjnie i rozszerza, wkłada się frez, a po ostygnięciu metal kurczy się i ściska chwyt na całym obwodzie. Efekt to bardzo małe bicie, smukły zarys (dobry dostęp) i wysoka sztywność. Minus: potrzebujesz nagrzewnicy indukcyjnej, a oprawka jest dedykowana jednej średnicy.
Oprawka hydrauliczna zaciska narzędzie ciśnieniem oleju w komorze, który równomiernie obejmuje chwyt. Daje małe bicie i dodatkowo tłumi drgania, a montaż jest szybki (jeden klucz, bez nagrzewania). Obie konstrukcje to wybór do obróbki wykończeniowej i wysokich obrotów, gdzie ER już nie wystarcza.
Praktyczny wniosek: termokurczliwa wygrywa sztywnością i smukłym zarysem (świetna do głębokich kieszeni i obróbki 3D), hydrauliczna – tłumieniem drgań i wygodą montażu. Obie wymagają jednak chwytu narzędzia o ścisłej tolerancji (h6), bo to on wyznacza końcowe bicie. Termokurczliwa jest też dedykowana jednej średnicy – na każdą średnicę frezu potrzebujesz osobnej oprawki, co podnosi koszt parku narzędziowego.
Wyważenie G2.5 – co to znaczy
Wyważenie opisuje, jak równomiernie rozłożona jest masa oprawki względem osi obrotu. Niewyważona oprawka przy wysokich obrotach generuje siłę odśrodkową, która powoduje drgania, psuje wykończenie i obciąża łożyska wrzeciona. Klasa wyważenia (np. G2.5) określa dopuszczalny poziom niewyważenia – im niższa liczba, tym lepiej.
G2.5 to standard zalecany do większości zastosowań CNC. Ma znaczenie powyżej mniej więcej 8000–10000 obr/min – poniżej tych obrotów wpływ niewyważenia jest niewielki. Jeśli pracujesz na wysokich obrotach, dobieraj oprawki wyważone fabrycznie i pilnuj czystości stożka oraz tulei, bo nawet drobny wiór pod oprawką psuje wyważenie.
Warto pamiętać, że siła odśrodkowa rośnie z kwadratem obrotów – podwojenie prędkości daje czterokrotnie większe drgania od tej samej niewyważonej masy. Dlatego przy obróbce szybkościowej znaczenie ma cały zestaw: wyważona oprawka, krótki wysięg i symetryczne narzędzie. Dokładanie do wyważonej oprawki długiej, niewyważonej przedłużki niweczy korzyść z klasy G2.5.
Jak sprawdzić, jaki stożek ma maszyna
Zanim zamówisz oprawkę, ustal trzy rzeczy o swojej maszynie. Po pierwsze typ stożka: BT, SK czy HSK – znajdziesz to w dokumentacji wrzeciona lub na tabliczce, a w razie wątpliwości u producenta maszyny. Po drugie rozmiar: 30, 40, 50 dla BT/SK albo np. 63 dla HSK. Po trzecie gwint pull studa przy BT/SK – musi pasować do mechanizmu ściągającego wrzeciona.
Praktyczna wskazówka: jeśli masz już choć jedną sprawną oprawkę do tej maszyny, odczytaj jej oznaczenie i zamawiaj zgodnie z nim. To pewniejsze niż pomiar na oko. Przy zakupie pierwszej oprawki sprawdź też, czy maszyna podaje chłodziwo przez wrzeciono – wtedy potrzebujesz oprawki z kanałem chłodzącym i odpowiedniego pull studa z przelotem. Drobne różnice w knebli potrafią uniemożliwić mocowanie mimo zgodnego stożka.
Pamiętaj, że osprzęt do frezarki i do tokarki to różne systemy – tokarka używa najczęściej mocowań VDI w głowicy rewolwerowej, nie stożków frezarskich.
Najczęściej zadawane pytania
Czym różni się oprawka BT od SK?
Mają inną geometrię kołnierza i inny gwint śruby ściągającej, mimo podobnego stożka 7:24. Nie są zamienne – o wyborze decyduje typ wrzeciona maszyny.
Czy oprawka BT40 wejdzie do wrzeciona SK40?
Nie należy tego robić. Stożek może wyglądać podobnie, ale gwint pull studa i baza kołnierza się różnią. Dobierz stożek zgodny z wrzecionem.
Dlaczego HSK jest lepszy do wysokich obrotów?
Opiera się jednocześnie o stożek i o czoło wrzeciona, więc siła odśrodkowa przy wysokich obrotach nie zmienia położenia oprawki. BT/SK przy bardzo wysokich obrotach traci na powtarzalności.
Jaka oprawka do mocowania frezu trzpieniowego?
Najczęściej ER z tuleją zaciskową – uniwersalna i niedroga. Do najwyższej precyzji termokurczliwa lub hydrauliczna, do ciężkiej zgrubnej Weldon.
Co oznacza ER32 w nazwie oprawki?
To rozmiar systemu tulei zaciskowych – ER32 obsługuje chwyty do ok. 20 mm. Tuleję dobiera się pod konkretną średnicę chwytu narzędzia.
Co to jest wyważenie G2.5?
Klasa wyważenia oprawki, zalecana do większości zastosowań. Ma znaczenie przy wysokich obrotach (powyżej ~8000–10000 obr/min), gdzie ogranicza drgania i chroni wrzeciono.
Jak sprawdzić, jaki stożek ma moja frezarka?
Z dokumentacji wrzeciona, tabliczki maszyny lub u producenta. Najprościej odczytać oznaczenie z już posiadanej, pasującej oprawki – znajdziesz na niej typ stożka, rozmiar i często klasę wyważenia. W razie wątpliwości podaj producentowi model maszyny.
Podsumowanie
Jak dobrać oprawkę narzędziową do frezarki CNC:
- Najpierw stożek pod wrzeciono: BT lub SK (DIN 69871) do klasycznych frezarek, HSK do wysokich obrotów. BT i SK nie są zamienne.
- Potem mocowanie narzędzia: ER uniwersalne, Weldon do ciężkiej zgrubnej, termokurczliwe i hydrauliczne do precyzji.
- Rozmiar stożka: 30/40/50 dla BT/SK – większy numer to sztywniejsze mocowanie i większa maszyna.
- Dokładność ER: tuleje w klasie AA (≤0,008 mm) to mniejsze bicie i dłuższa żywotność narzędzia.
- Wyważenie G2.5 ma znaczenie powyżej ~8000–10000 obr/min – wtedy dobieraj oprawki wyważone fabrycznie.
Kompletujesz osprzęt pod swoją maszynę? Sprawdź oprawki narzędziowe w standardach BT, SK i HSK oraz tuleje zaciskowe ER/ERG w ofercie Kortools – dobierane do wrzeciona i narzędzia.
Powiązane artykuły
- Tulejki ER - rozmiary, dokładność bicia, jak dobrać - szczegółowy artykuł o samych tulejkach.
- Jak dobrać frez do stali nierdzewnej - dlaczego sztywność mocowania kluczowa w INOX.
- Wiertła do CNC - VHM, HSS, powłoki - mocowanie wierteł VHM w oprawkach.