













Gwintownik maszynowy prosty HSSE-Co DIN 371/374/376 TiCN
Ceny podane bez kosztów dostawy.
Ceny podane bez kosztów dostawy.
Zapytaj o produkt

Administratorem danych osobowych jest Kortools. Przetwarzamy je w celu przesłania odpowiedzi na zapytanie. Więcej informacji dotyczących przetwarzania danych osobowych znajduje się w polityce prywatności.
Wybierz wariant produktu:
Poszczególne warianty mogą różnić się ceną
Kod produktu: 76F5-98120
Opis produktu

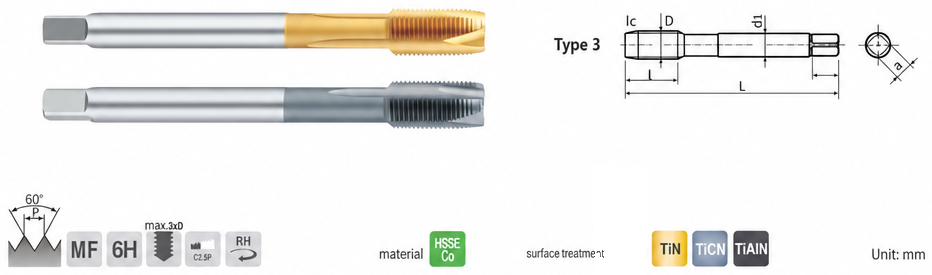

Gwintownik maszynowy prosty wykonany zgodnie z normą DIN 371 / 374 / 376 (DIN 371 dla gwintów M ≤ 10 mm, DIN 376 dla M ≥ 12 mm, DIN 374 dla gwintów drobnozwojowych). Przeznaczony do precyzyjnego nacinania gwintów wewnętrznych metrycznych M oraz drobnozwojowych MF. Proste rowki wiórowe ze śrubowo zaostrzoną częścią skrawającą typu spiral point, dzięki czemu narzędzie wypycha wióry do przodu, przed narzędzie, co czyni je optymalnym do otworów przelotowych. Wykonanie z HSSE (HSS-E, stal szybkotnąca z dodatkiem kobaltu) z powłoką TiCN zapewnia wysoką trwałość i odporność na ścieranie.
Zastosowanie
- nacinanie gwintów metrycznych M w otworach przelotowych
- gwintowanie z wysoką prędkością na obrabiarkach CNC i konwencjonalnych
- produkcja seryjna elementów ze stali, stali stopowej i metali nieżelaznych
- gwinty w płytach, kołnierzach i detalach z dostępem na wylot otworu
Konstrukcja spiral point jest sztywna i odporna, a wióry są usuwane w kierunku posuwu, dlatego narzędzie sprawdza się w otworach przelotowych i przy pracy z wysoką wydajnością.
Specyfikacja
| Parametr | Wartość |
|---|---|
| Typ gwintu | M (metryczny) oraz MF (metryczny drobnozwojowy) |
| Norma wykonania | DIN 371 / 374 / 376 |
| Geometria rowka | prosty (spiral point), zaostrzenie skrawające ~15-20° |
| Kierunek cięcia | prawoskrętny (RH) |
| Klasa dokładności gwintu | 6H |
| Materiał | HSSE (HSS-E, stal szybkotnąca kobaltowa) |
| Powłoka | TiCN (węglikoazotek tytanu, kolor szaroniebieski) |
| Zakres średnic | M2 - M33 (standard) + wersje drobnozwojowe MF |
Dostępne rozmiary i wymiary
| Rozmiar | Norma | Skok P (mm) | Klasa | Dł. całk. L (mm) | Dł. gwintu l (mm) | Szyjka l₁ (mm) | Faza lᴄ | Chwyt d₁ (mm) | Kwadrat a (mm) | Rowki | Otwór pod gwint (mm) |
|---|---|---|---|---|---|---|---|---|---|---|---|
| M2×0,4 | DIN 371 | 0,4 | 6H | 45 | 8 | 13 | 5×P | 2,8 | 2,1 | 3 | 1,6 |
| M2,5×0,45 | DIN 371 | 0,45 | 6H | 50 | 9 | 15 | 5×P | 2,8 | 2,1 | 3 | 2,1 |
| M3×0,5 | DIN 371 | 0,5 | 6H | 56 | 11 | 18 | 5×P | 3,5 | 2,7 | 3 | 2,5 |
| M4×0,7 | DIN 371 | 0,7 | 6H | 63 | 13 | 21 | 5×P | 4,5 | 3,4 | 3 | 3,3 |
| M5×0,8 | DIN 371 | 0,8 | 6H | 70 | 16 | 25 | 5×P | 6 | 4,9 | 3 | 4,2 |
| M6×1 | DIN 371 | 1 | 6H | 80 | 19 | 30 | 5×P | 6 | 4,9 | 3 | 5 |
| M8×1,25 | DIN 371 | 1,25 | 6H | 90 | 22 | 35 | 5×P | 8 | 6,2 | 3 | 6,8 |
| MF8×1 | DIN 371 | 1 | 6H | 90 | 22 | 35 | 5×P | 8 | 6,2 | 3 | 7 |
| M10×1,5 | DIN 371 | 1,5 | 6H | 100 | 24 | 39 | 5×P | 10 | 8 | 3 | 8,5 |
| MF10×1 | DIN 371 | 1 | 6H | 90 | 20 | 35 | 5×P | 10 | 8 | 3 | 9 |
| MF10×1,25 | DIN 374 | 1,25 | 6H | 100 | 24 | — | 5×P | 7 | 5,5 | 3 | 8,8 |
| M4×0,7 | DIN 376 | 0,7 | 6H | 63 | 13 | — | 5×P | 2,8 | 2,1 | 3 | 3,3 |
| M5×0,8 | DIN 376 | 0,8 | 6H | 70 | 16 | — | 5×P | 3,5 | 2,7 | 3 | 4,2 |
| M6×1 | DIN 376 | 1 | 6H | 80 | 19 | — | 5×P | 4,5 | 3,4 | 3 | 5 |
| M8×1,25 | DIN 376 | 1,25 | 6H | 90 | 22 | — | 5×P | 6 | 4,9 | 3 | 6,8 |
| M10×1,5 | DIN 376 | 1,5 | 6H | 100 | 24 | — | 5×P | 7 | 5,5 | 3 | 8,5 |
| M12×1,75 | DIN 376 | 1,75 | 6H | 110 | 29 | — | 5×P | 9 | 7 | 3 | 10,3 |
| M14×2 | DIN 376 | 2 | 6H | 110 | 30 | — | 5×P | 11 | 9 | 3 | 12 |
| M16×2 | DIN 376 | 2 | 6H | 110 | 32 | — | 5×P | 12 | 9 | 3 | 14 |
| M18×2,5 | DIN 376 | 2,5 | 6H | 125 | 37 | — | 5×P | 14 | 11 | 3 | 15,5 |
| M20×2,5 | DIN 376 | 2,5 | 6H | 140 | 37 | — | 5×P | 16 | 12 | 4 | 17,5 |
| M22×2,5 | DIN 376 | 2,5 | 6H | 140 | 38 | — | 5×P | 18 | 14,5 | 4 | 19,5 |
| M24×3 | DIN 376 | 3 | 6H | 160 | 45 | — | 5×P | 18 | 14,5 | 4 | 21 |
| M27×3 | DIN 376 | 3 | 6H | 160 | 45 | — | 5×P | 20 | 16 | 4 | 24 |
| M30×3,5 | DIN 376 | 3,5 | 6H | 180 | 48 | — | 5×P | 22 | 18 | 4 | 26,5 |
| M33×3,5 | DIN 376 | 3,5 | 6H | 180 | 51 | — | 5×P | 25 | 20 | 4 | 29,5 |
| M36×4 | DIN 376 | 4 | 6H | 200 | 57 | — | 5×P | 28 | 22 | 4 | 32 |
| M12×1,5 | DIN 374 | 1,5 | 6H | 100 | 22 | — | 5×P | 9 | 7 | 3 | 10,5 |
| MF6×0,5 | DIN 374 | 0,5 | 6H | 80 | 14 | — | 5×P | 4,5 | 3,4 | 3 | 5,5 |
| MF6×0,75 | DIN 374 | 0,75 | 6H | 80 | 14 | — | 5×P | 4,5 | 3,4 | 3 | 5,3 |
| MF8×0,75 | DIN 374 | 0,75 | 6H | 80 | 18 | — | 5×P | 6 | 4,9 | 3 | 7,3 |
| MF12×1 | DIN 374 | 1 | 6H | 100 | 22 | — | 5×P | 9 | 7 | 3 | 11 |
| MF12×1,25 | DIN 374 | 1,25 | 6H | 100 | 22 | — | 5×P | 9 | 7 | 3 | 10,8 |
| MF14×1,5 | DIN 374 | 1,5 | 6H | 100 | 22 | — | 5×P | 11 | 9 | 3 | 12,5 |
| MF16×1,5 | DIN 374 | 1,5 | 6H | 100 | 22 | — | 5×P | 12 | 9 | 3 | 14,5 |
| MF18×1,5 | DIN 374 | 1,5 | 6H | 110 | 25 | — | 5×P | 14 | 11 | 3 | 16,5 |
| MF20×1,5 | DIN 374 | 1,5 | 6H | 125 | 25 | — | 5×P | 16 | 12 | 4 | 18,5 |
| MF22×1,5 | DIN 374 | 1,5 | 6H | 125 | 25 | — | 5×P | 18 | 14,5 | 4 | 20,5 |
| MF24×1,5 | DIN 374 | 1,5 | 6H | 140 | 28 | — | 5×P | 18 | 14,5 | 4 | 22,5 |
Wymiary wg katalogu Shaoshi (mm). DIN 371 = trzpień wzmocniony (M≤10), DIN 376 = trzpień zredukowany (M≥12, gruby skok), DIN 374 = trzpień zredukowany drobnozwojowy (MF). Dla trzpienia zredukowanego długość szyjki l₁ nie jest normowana (—). Faza lᴄ (stożek skrawający) = 5×P (spiral point). Otwór pod gwint = zalecana średnica wiertła przed gwintowaniem.
Dobór powłoki do materiału
| Powłoka | Zastosowanie |
|---|---|
| TiN (złota) | powłoka uniwersalna; stal konstrukcyjna, węglowa i stopowa do ok. 900 MPa, żeliwo, metale nieżelazne. Podnosi trwałość i zmniejsza tarcie względem narzędzia niepowlekanego. |
| TiCN (szaroniebieska) | twardsza i bardziej odporna na ścieranie niż TiN; stal o podwyższonej wytrzymałości, stal nierdzewna, stal hartowana do ok. 45 HRC, materiały ciągliwe. |
| TiAlN (antracytowa) | najwyższa odporność termiczna; obróbka na sucho lub z MQL, materiały twarde i trudnoskrawalne, stal nierdzewna, tytan, Inconel, żeliwo; dopuszcza wyższe prędkości skrawania. |
Ten produkt ma powłokę TiCN: twardsza i bardziej odporna na ścieranie niż TiN; stal o podwyższonej wytrzymałości, stal nierdzewna, stal hartowana do ok. 45 HRC, materiały ciągliwe.
Co to jest faza?
Faza to stożkowa część skrawająca na czole gwintownika (tzw. część zbierająca), na której rozłożone jest wstępne nacięcie gwintu na kilku pierwszych zwojach. Im dłuższa faza, tym łatwiejsze wejście w materiał, ale tym dalej od dna otworu kończy się pełny gwint. Faza (stożek skrawający) typu B, ok. 3,5-5 zwojów. Dłuższa faza sprzyja otworom przelotowym.
FAQ
Do otworów przelotowych czy ślepych?
Gwintownik prosty (spiral point) usuwa wiór do przodu - jest przeznaczony do otworów przelotowych.
Którą powłokę wybrać?
TiN do zastosowań uniwersalnych, TiCN do stali o wyższej wytrzymałości i nierdzewnej, TiAlN do materiałów twardych i obróbki na sucho.
Czym różni się HSSE od zwykłego HSS?
HSSE (HSS-E) zawiera dodatek kobaltu, co zwiększa twardość na gorąco i trwałość krawędzi w porównaniu ze zwykłym HSS.
Chłodzenie?
Zalecane chłodzenie emulsją lub olejem gwintującym; powłoka TiAlN dopuszcza pracę na sucho lub z minimalnym smarowaniem (MQL).
Produkty powiązane
-
76F5-98120_20250713215354Bestseller

 Gwintowniki proste 0.00
Gwintowniki proste 0.00Gwintownik maszynowy prosty HSSE-Co DIN 371/374/376 TiN
-
Bestseller
.png")
 Gwintowniki JIS 0.00
Gwintowniki JIS 0.00Gwintownik maszynowy prosty HSSE TiN M2-M30 JIS


.png")

Nasze bestsellery
-
Bestseller


Śruba mocująca TORX, klasa 12.9, śrubki mocujące
M1,6x4 M1,8x4 M2x4 M2x5 M2x6 + 34 więcejCena 1,05 złCena 0,85 złbez VAT -
Bestseller

 Frezy 4-ostrzowe 5.00
Frezy 4-ostrzowe 5.00Frez VHM TiSiN 4-ostrzowy Z4 do stali i nierdzewki 55HRC, fi 1-20 mm VERSAMILL
Ø1x3x4Dx50L Ø1.5x5x4Dx50L Ø2x6x4Dx50L Ø2.5x8x4Dx50L Ø3x9x3Dx50L + 52 więcejCena 22,78 złCena 18,52 złbez VAT -
Bestseller

 HSS, HSSE-Co TiN 0.00
HSS, HSSE-Co TiN 0.00Wiertło kobaltowe HSSE-Co8 - TiN- HSS M42, mocne, odporne na zużycie
Ø0.5 Ø0.6 Ø0.7 Ø0.8 Ø0.9 + 138 więcejCena 8,40 złCena 6,83 złbez VAT -
Bestseller

 Frezy 4-ostrzowe 5.00
Frezy 4-ostrzowe 5.00Frez trzpieniowy 4-ostrzowy VHM HYPERCUT
Ø1x3x4Dx50L Ø1.5x5x4Dx50L Ø2x6x4Dx50L Ø2.5x8x4Dx50L Ø3x9x3Dx50L + 42 więcejCena 38,13 złCena 31,00 złbez VAT -
Bestseller

 Frezy 3-ostrzowe 0.00
Frezy 3-ostrzowe 0.00Frez 3-ostrzowy VHM DLC, DuraEdge3 Alu
Ø1x3x4Dx50L Ø1.5x5x4Dx50L Ø2x6x4Dx50L Ø2.5x8x4Dx50L Ø3x9x3Dx50L + 40 więcejCena 29,52 złCena 24,00 złbez VAT -
Bestseller

 HSS, HSSE-Co TiN 0.00
HSS, HSSE-Co TiN 0.00Wiertło HSSCo5 – HSS-E M35 wysokowydajne wiertło HSS z 5% kobaltu odporne na zużycie
Ø0.3 Ø0.4 Ø0.5 Ø0.6 Ø0.7 + 150 więcejCena 6,00 złCena 4,88 złbez VAT -
Bestseller
.png")
 Frezy 1-ostrzowe 0.00
Frezy 1-ostrzowe 0.00Frez 1-ostrzowy typu DownCut, negatyw, VHM, DLC
Ø1x3x3.175Dx38L Ø1x5x3.175Dx38L Ø1.5x4x3.175Dx38L Ø1.5x5x3Dx38L Ø1.5x7x3.175Dx38L + 32 więcejCena 35,01 złCena 28,46 złbez VAT -
Bestseller

 Płytki frezerskie 5.00
Płytki frezerskie 5.00Płytki wieloostrzowe LNMU 0303ZER high feed, odporne na zużycie LNMU0303 (10szt.)
LNMU0303ZER PM6625 LNMU0303ZER PM6325 LNMU0303ZER PM6125 LNMU0303ZER PM6525 LNMU0303ZER SG8255 + 1 więcejCena 146,00 złCena 118,70 złbez VAT -
Bestseller

.png")
Ostrza do gratowania HSS, różne rodzaje - zamiennik NOGA
BS1010 (10 szt.) BS1012 (10 szt.) BS2010 (10 szt.) BS2012 (10 szt.) BS3010 (10 szt.) + 26 więcejCena 50,43 złCena 41,00 złbez VAT -
Bestseller

 Frezy 3-ostrzowe 0.00
Frezy 3-ostrzowe 0.00Frez trzpieniowy węglik 3-ostrzowy VHM Z-3 do aluminium, TriMill AL
Ø1x3xD4x50L Ø1.5x5x4Dx50L Ø2x6x4Dx50L Ø2.5x8x4Dx50L Ø3x9x3Dx50L + 41 więcejCena 34,44 złCena 28,00 złbez VAT -
Bestseller

 Frezy do gwintowania 0.00
Frezy do gwintowania 0.00Frez do gwintowania M0.8-M20 - jednoostrzowy TiSiN
M0.8x0.2x50L - TiSiN M1.0x0.25x50L - TiSiN M1.4x0.3x50L - TiSiN M1,2x0,25x50L - TiSiN M1,6x0,35x50L - TiSiN + 38 więcejCena 57,81 złCena 47,00 złbez VAT -
Bestseller


Wiertło węglikowe VHM 55HRC TiSiN 3D DrillNox
Ø0.5x8x30L Ø0.6x8x30L Ø0.7x8x30L Ø0.8x8x30L Ø0.9x8x35L + 228 więcejCena 17,22 złCena 14,00 złbez VAT -
Bestseller

 Frezy promieniowe 0.00
Frezy promieniowe 0.00Frez torusowy promieniowy 4-ostrzowy VHM, TiSiN, do 55HRC
Ø1xR0.1x4Dx50L Ø1xR0.2x4Dx50L Ø1xR0.3x4Dx50L Ø1.5xR0.1x4Dx50L Ø1.5xR0.2x4Dx50L + 151 więcejCena 31,98 złCena 26,00 złbez VAT -
Bestseller

 Dociski KS 5.00
Dociski KS 5.00Docisk KS Seagull (zamiennik Mitee-Bite Pitbull)
M6 (1 szt.) M8 (1 szt.) M10 (1 szt.) M12 (1 szt.)Cena 59,00 złCena 47,97 złbez VAT -
Bestseller

 Frezy kulowe 0.00
Frezy kulowe 0.00Frez kulowy 4-ostrzowy VHM TiSiN, BallMill Z4-T
Ø1xR0.5x2x4Dx50L Ø1.5xR0.75x3x4Dx50L Ø2xR1x4x4Dx50L Ø2.5xR1.25x40x4Dx50L Ø3xR1.5x6x4Dx50L + 25 więcejCena 50,77 złCena 41,28 złbez VAT -
Bestseller
.png")
 Gwintowniki JIS 0.00
Gwintowniki JIS 0.00Gwintownik maszynowy skrętny HSSE TiN M2-M30 JIS
M2x0.4 M2.5x0.45 M3x0.5 M3.5x0.6 M4x0.7 + 38 więcejCena 8,85 złCena 7,20 złbez VAT












.png")




.png")












.png")


