
















































































Mini wytaczak MKR / MKL VHM, mikronóż tokarski prawotnący i lewotnący
Ceny podane bez kosztów dostawy.
Ceny podane bez kosztów dostawy.
Zapytaj o produkt

Administratorem danych osobowych jest Kortools. Przetwarzamy je w celu przesłania odpowiedzi na zapytanie. Więcej informacji dotyczących przetwarzania danych osobowych znajduje się w polityce prywatności.
Wybierz wariant produktu:
Poszczególne warianty mogą różnić się ceną
Kod produktu:
Opis produktu
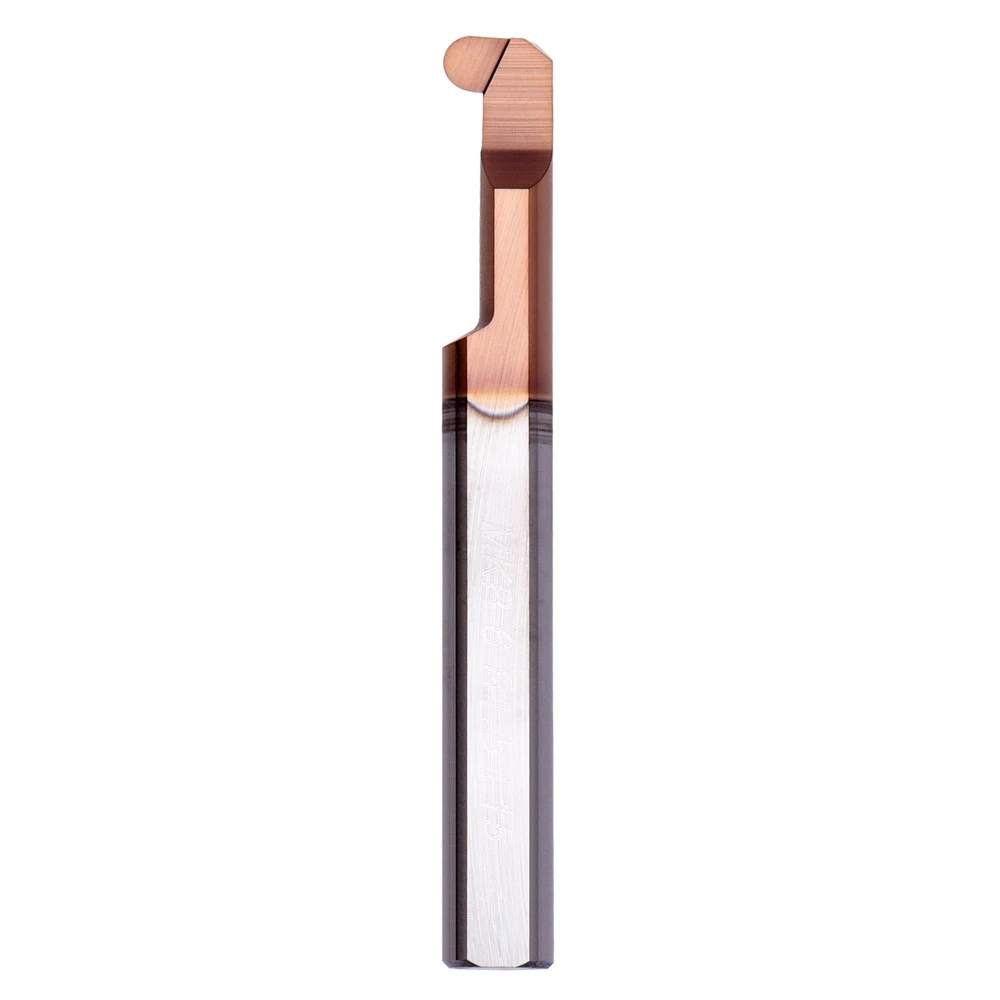
Mini wytaczak MKR / MKL VHM, mikronóż tokarski prawotnący i lewotnący
Mini wytaczak węglikowy VHM typu MKR (prawotnący) i MKL (lewotnący) - małe narzędzie tokarskie do rowkowania i wytaczania małych otworów. Wykonanie pełnowęglikowe z możliwością wyboru kierunku skrawania (prawo / lewo).

Specyfikacja
| Parametr | Wartość |
|---|---|
| Materiał | węglik spiekany (VHM) |
| Średnica trzpienia | 4 / 5 / 6 / 8 mm |
| Długość całkowita | 50 mm (standard), wybrane warianty 60 mm |
| Promień / szerokość ostrza R | 0,4 - 1,5 mm |
| Długość roboczej części L | 10 / 15 / 22 mm |
| Kierunek skrawania | MKR (prawotnący) / MKL (lewotnący, "reverse") |
| Wersja Y- | z powłoką wzmacniającą |
Zastosowanie
Mini wytaczaki MKR/MKL stosuje się w obróbce tokarskiej małych otworów, do rowkowania osiowego i czołowego, do podcięć i przecinania w małych średnicach. Sprawdzają się w obróbce stali, stali nierdzewnej, mosiądzu, aluminium i tworzyw. Warianty z powłoką (Y-) wydłużają trwałość w stali nierdzewnej i materiałach trudnoskrawalnych.
Jak dobrać
- Średnicę trzpienia dopasować do minimalnej obrabianej średnicy otworu (trzpień musi się zmieścić).
- Wersja prawotnąca (MKR) pasuje do większości operacji - standard.
- Wersja lewotnąca (MKL) potrzebna przy obróbce wstecznej lub na wrzecionie przeciwbieżnym.
- Większy promień / szerokość ostrza = sztywniejsze narzędzie, ale wymaga większej średnicy otworu.
- Dłuższa robocza część L = większa głębokość obróbki, ale mniejsza sztywność. Bierz najkrótszy wariant, który dotrze do dna obróbki.
FAQ
Czy MKR i MKL są wymienne?
Nie. MKR tnie tylko w prawym kierunku posuwu, MKL w lewym. Trzeba dobrać do kierunku wrzeciona i strony obróbki.
Jakie obroty stosować?
Dla VHM bez powłoki w stali: 80-150 m/min. Z powłoką: 150-250 m/min. W aluminium: 300-600 m/min. Posuw 0,02-0,05 mm/obr przy małych średnicach.
Nasze bestsellery
-
Bestseller


Śruba mocująca TORX, klasa 12.9, śrubki mocujące
M1,6x4 M1,8x4 M2x4 M2x5 M2x6 + 34 więcejCena 1,05 złCena 0,85 złbez VAT -
Bestseller

 Frezy 4-ostrzowe 5.00
Frezy 4-ostrzowe 5.00Frez VHM TiSiN 4-ostrzowy Z4 do stali i nierdzewki 55HRC, fi 1-20 mm VERSAMILL
Ø1x3x4Dx50L Ø1.5x5x4Dx50L Ø2x6x4Dx50L Ø2.5x8x4Dx50L Ø3x9x3Dx50L + 52 więcejCena 22,78 złCena 18,52 złbez VAT -
Bestseller

 HSS, HSSE-Co TiN 0.00
HSS, HSSE-Co TiN 0.00Wiertło kobaltowe HSSE-Co8 - TiN- HSS M42, mocne, odporne na zużycie
Ø0.5 Ø0.6 Ø0.7 Ø0.8 Ø0.9 + 138 więcejCena 8,40 złCena 6,83 złbez VAT -
Bestseller

 Frezy 4-ostrzowe 5.00
Frezy 4-ostrzowe 5.00Frez trzpieniowy 4-ostrzowy VHM HYPERCUT
Ø1x3x4Dx50L Ø1.5x5x4Dx50L Ø2x6x4Dx50L Ø2.5x8x4Dx50L Ø3x9x3Dx50L + 42 więcejCena 38,13 złCena 31,00 złbez VAT -
Bestseller

 Frezy 3-ostrzowe 0.00
Frezy 3-ostrzowe 0.00Frez 3-ostrzowy VHM DLC, DuraEdge3 Alu
Ø1x3x4Dx50L Ø1.5x5x4Dx50L Ø2x6x4Dx50L Ø2.5x8x4Dx50L Ø3x9x3Dx50L + 40 więcejCena 29,52 złCena 24,00 złbez VAT -
Bestseller

 HSS, HSSE-Co TiN 0.00
HSS, HSSE-Co TiN 0.00Wiertło HSSCo5 – HSS-E M35 wysokowydajne wiertło HSS z 5% kobaltu odporne na zużycie
Ø0.3 Ø0.4 Ø0.5 Ø0.6 Ø0.7 + 150 więcejCena 6,00 złCena 4,88 złbez VAT -
Bestseller
.png")
 Frezy 1-ostrzowe 0.00
Frezy 1-ostrzowe 0.00Frez 1-ostrzowy typu DownCut, negatyw, VHM, DLC
Ø1x3x3.175Dx38L Ø1x5x3.175Dx38L Ø1.5x4x3.175Dx38L Ø1.5x5x3Dx38L Ø1.5x7x3.175Dx38L + 32 więcejCena 35,01 złCena 28,46 złbez VAT -
Bestseller

 Płytki frezerskie 5.00
Płytki frezerskie 5.00Płytki wieloostrzowe LNMU 0303ZER high feed, odporne na zużycie LNMU0303 (10szt.)
LNMU0303ZER PM6625 LNMU0303ZER PM6325 LNMU0303ZER PM6125 LNMU0303ZER PM6525 LNMU0303ZER SG8255 + 1 więcejCena 146,00 złCena 118,70 złbez VAT -
Bestseller

.png")
Ostrza do gratowania HSS, różne rodzaje - zamiennik NOGA
BS1010 (10 szt.) BS1012 (10 szt.) BS2010 (10 szt.) BS2012 (10 szt.) BS3010 (10 szt.) + 26 więcejCena 50,43 złCena 41,00 złbez VAT -
Bestseller

 Frezy 3-ostrzowe 0.00
Frezy 3-ostrzowe 0.00Frez trzpieniowy węglik 3-ostrzowy VHM Z-3 do aluminium, TriMill AL
Ø1x3xD4x50L Ø1.5x5x4Dx50L Ø2x6x4Dx50L Ø2.5x8x4Dx50L Ø3x9x3Dx50L + 41 więcejCena 34,44 złCena 28,00 złbez VAT -
Bestseller

 Frezy do gwintowania 0.00
Frezy do gwintowania 0.00Frez do gwintowania M0.8-M20 - jednoostrzowy TiSiN
M0.8x0.2x50L - TiSiN M1.0x0.25x50L - TiSiN M1.4x0.3x50L - TiSiN M1,2x0,25x50L - TiSiN M1,6x0,35x50L - TiSiN + 38 więcejCena 57,81 złCena 47,00 złbez VAT -
Bestseller


Wiertło węglikowe VHM 55HRC TiSiN 3D DrillNox
Ø0.5x8x30L Ø0.6x8x30L Ø0.7x8x30L Ø0.8x8x30L Ø0.9x8x35L + 228 więcejCena 17,22 złCena 14,00 złbez VAT -
Bestseller

 Frezy promieniowe 0.00
Frezy promieniowe 0.00Frez torusowy promieniowy 4-ostrzowy VHM, TiSiN, do 55HRC
Ø1xR0.1x4Dx50L Ø1xR0.2x4Dx50L Ø1xR0.3x4Dx50L Ø1.5xR0.1x4Dx50L Ø1.5xR0.2x4Dx50L + 151 więcejCena 31,98 złCena 26,00 złbez VAT -
Bestseller

 Dociski KS 5.00
Dociski KS 5.00Docisk KS Seagull (zamiennik Mitee-Bite Pitbull)
M6 (1 szt.) M8 (1 szt.) M10 (1 szt.) M12 (1 szt.)Cena 59,00 złCena 47,97 złbez VAT -
Bestseller

 Frezy kulowe 0.00
Frezy kulowe 0.00Frez kulowy 4-ostrzowy VHM TiSiN, BallMill Z4-T
Ø1xR0.5x2x4Dx50L Ø1.5xR0.75x3x4Dx50L Ø2xR1x4x4Dx50L Ø2.5xR1.25x40x4Dx50L Ø3xR1.5x6x4Dx50L + 25 więcejCena 50,77 złCena 41,28 złbez VAT -
Bestseller
.png")
 Gwintowniki JIS 0.00
Gwintowniki JIS 0.00Gwintownik maszynowy skrętny HSSE TiN M2-M30 JIS
M2x0.4 M2.5x0.45 M3x0.5 M3.5x0.6 M4x0.7 + 38 więcejCena 8,85 złCena 7,20 złbez VAT












.png")




.png")












.png")


