























EXN02R High Feed head | Small diameters | FI8-FI17 - cylindrical shank - LNMU0202 inserts
Shipping costs are not included in the price.
Shipping costs are not included in the price.
Ask about the product

The administrator of personal data is Kortools. We process it to respond to your inquiry. More information regarding the processing of personal data can be found in privacy policy.
Select a product variant:
Individual variants may differ in price
Product code: 86FB-99239
Opis produktu
EXN02R High Feed FI8-FI17 milling head - cylindrical shank for LNMU0202 inserts
The EXN02R High Feed milling head is
high-performance
a tool designed specifically for milling operations in deep, tight pockets. This head offers excellent
precision and efficiency
in various applications.
EXN02R High Feed milling head
(small diameters)
is an irreplaceable tool when milling
tight pockets.
Due to its smaller diameters, it is ideal for high feed speed milling operations in places where
working space is limited.
[Click on the appropriate variant at the top of the page --> will appear
all the dimensions you are interested in
!]
Features:
Type:
High FEED EXN02R head.
Blade Compatibility:
LNMU0202 plates.
Material:
42CrMo.
Size:
from ø8 to ø17.
Number of blades:
1-4
Key:
T-6
Screws:
M1.8x4
The package includes:
1 high feed head, screws and wrench.
Why is it worth choosing our heads?
Deep pockets:
The EXN02R head allows you to machine very deep pockets on LNMU 0202 inserts - you can find the inserts at the bottom of this page.
High performance:
Thanks to its special shape and geometry, the High Feed head enables fast machining at high feed rates.
The LNMU0202 insert has 4 cutting edges
- you can rotate each tile up to 3 times.
Versatile:
The EXN02R head is universal and can be used in various machining applications.
Dry processing possible
, without the use of coolant. We recommend using compressed air to remove chips from the tool's working area.
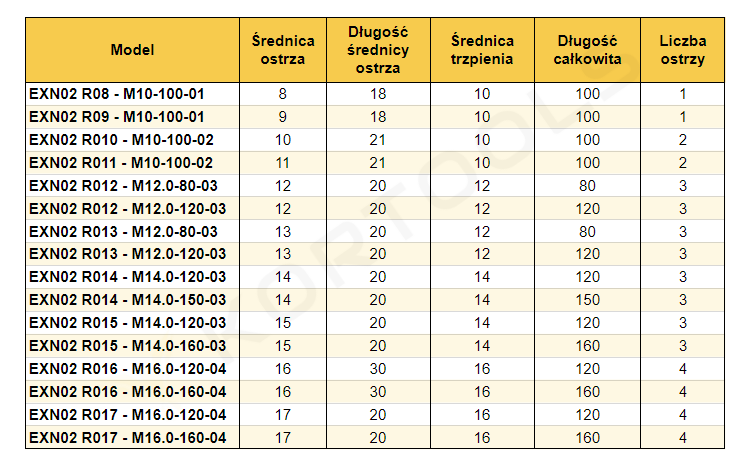
Example:
EXN02 R08 - M10-100-01
Cutting diameter = 8 mm
Shank diameter = 10mm
Total length (L) = 100 mm
Number of blades (T) : 1
Screw: M2.5x6 T8
Board: LNMU 0202
TOOL GEOMETRY IN PROGRAMMING
When programming CAM, the tool should be treated as a radius cutter. Typically, the corner radius should be set to R = 1 mm. If a larger radius is used, excessive cutting will occur. The table below shows the amount of material left uncut and overcut.
Ap max = 0.5mm
Ap max = 0.5mm



Related products
-
F5CB-213DABestseller


High Feed head - EXN03R for LNMU0303 inserts - FMB clip-on shank
-
3382-7997EBestseller


High Feed EXN03R head for LNMU0303 inserts - cylindrical shank
-
3F7F-1158CBestseller

 Milling Inserts 5.00
Milling Inserts 5.00High Feed Milling Inserts LNMU 0303ZER | Wear Resistant LNMU0303 (10 pcs)
-
3848-63296Bestseller
.png")

Screw-in head with internal cooling EXN02R High Feed | Small diameters | Ø8-Ø17 - LNMU0202 inserts
-
7635-59392Bestseller
")
") Milling Inserts 0.00
Milling Inserts 0.00High Feed Milling Inserts LNMU 0202 | Wear Resistant LNMU0202 (10 pcs)






.png")

")
")
Bestsellers
-
Bestseller

 Keys, Screws, TORX 0.00
Keys, Screws, TORX 0.00TORX mounting screw | Class 12.9 | Fixing screws
M1,6x4 M1,8x4 M2x4 M2x5 M2x6 + 33 morePrice €0.24Price €0.20without VAT -
Bestseller

 4-Flute End Mills 5.00
4-Flute End Mills 5.004-Flute TiSiN Coated Carbide End Mill for Steel & Stainless Steel up to 55HRC - VERSAMILL
Ø1x3x4Dx50L Ø1.5x5x4Dx50L Ø2x6x4Dx50L Ø2.5x8x4Dx50L Ø3x9x3Dx50L + 52 morePrice €5.26Price €4.28without VAT -
Bestseller

 HSS / HSSE-Co Drills 0.00
HSS / HSSE-Co Drills 0.00HSSE-Co8 Cobalt Drill - TiN - Titanium Coating - HSS M42 | Strong, Wear Resistant
Ø0.5 Ø0.6 Ø0.7 Ø0.8 Ø0.9 + 138 morePrice €1.94Price €1.58without VAT -
Bestseller

 4-Flute End Mills 5.00
4-Flute End Mills 5.004-Flute Carbide End Mill VHM HYPERCUT
Ø1x3x4Dx50L Ø1.5x5x4Dx50L Ø2x6x4Dx50L Ø2.5x8x4Dx50L Ø3x9x3Dx50L + 42 morePrice €8.81Price €7.16without VAT -
Bestseller

 3-Flute End Mills 0.00
3-Flute End Mills 0.003-Flute DLC Coated Carbide End Mill| DuraEdge3 Alu
Ø1x3x4Dx50L Ø1.5x5x4Dx50L Ø2x6x4Dx50L Ø2.5x8x4Dx50L Ø3x9x3Dx50L + 40 morePrice €6.82Price €5.55without VAT -
Bestseller

 HSS / HSSE-Co Drills 0.00
HSS / HSSE-Co Drills 0.00HSSCo5 Drill Bit – HSS-E M35 High Performance HSS Drill Bit with 5% Cobalt Wear Resistant
Ø0.3 Ø0.4 Ø0.5 Ø0.6 Ø0.7 + 150 morePrice €1.39Price €1.13without VAT -
Bestseller
.png")

Single Flute DownCut End Mill, negatyw, VHM, DLC Coated
Ø1x3x3.175Dx38L Ø1x5x3.175Dx38L Ø1.5x4x3.175Dx38L Ø1.5x5x3Dx38L Ø1.5x7x3.175Dx38L + 32 morePrice €8.09Price €6.58without VAT -
Bestseller
Milling Inserts 5.00
High Feed Milling Inserts LNMU 0303ZER | Wear Resistant LNMU0303 (10 pcs)
LNMU0303ZER PM6625 LNMU0303ZER PM6325 LNMU0303ZER PM6125 LNMU0303ZER PM6525 LNMU0303ZER SG8255 + 1 morePrice €33.74Price €27.43without VAT -
Bestseller

.png")
HSS deburring blades, various types - NOGA replacement
BS1010 (10 szt.) BS1012 (10 pcs) BS2010 (10 szt.) BS2012 (10 szt.) BS3010 (10 szt.) + 26 morePrice €11.66Price €9.48without VAT -
Bestseller

 3-Flute End Mills 0.00
3-Flute End Mills 0.003-Flute Carbide End Mill VHM Z-3 for Aluminium| TriMill AL
Ø1x3xD4x50L Ø1.5x5x4Dx50L Ø2x6x4Dx50L Ø2.5x8x4Dx50L Ø3x9x3Dx50L + 41 morePrice €7.96Price €6.47without VAT -
Bestseller

 Thread Mills 0.00
Thread Mills 0.00Thread Milling Cutter M0.8-M20 - Single Flute TiSiN
M0.8x0.2x50L - TiSiN M1.0x0.25x50L - TiSiN M1.4x0.3x50L - TiSiN M1,2x0,25x50L - TiSiN M1,6x0,35x50L - TiSiN + 38 morePrice €13.36Price €10.86without VAT -
Bestseller

 Solid Carbide Drills 0.00
Solid Carbide Drills 0.00Carbide Drill 55HRC TiSiN 3D DrillNox
Ø0.5x8x30L Ø0.6x8x30L Ø0.7x8x30L Ø0.8x8x30L Ø0.9x8x35L + 228 morePrice €3.98Price €3.24without VAT -
Bestseller


4-Flute TiSiN Coated Carbide Corner Radius End Mill, up to 55HRC
Ø1xR0.1x4Dx50L Ø1xR0.2x4Dx50L Ø1xR0.3x4Dx50L Ø1.5xR0.1x4Dx50L Ø1.5xR0.2x4Dx50L + 151 morePrice €7.39Price €6.01without VAT -
Bestseller

 KS Clamps 5.00
KS Clamps 5.00KS Seagull Workholding Clamp (Mitee-Bite Pitbull Alternative)
M6 (1 szt.) M8 (1 szt.) M10 (1 szt.) M12 (1 szt.)Price €13.64Price €11.09without VAT -
Bestseller

 Ball Nose End Mills 0.00
Ball Nose End Mills 0.004-Flute TiSiN Coated Carbide Ball Nose End Mill | BallMill Z4-T
Ø1xR0.5x2x4Dx50L Ø1.5xR0.75x3x4Dx50L Ø2xR1x4x4Dx50L Ø2.5xR1.25x40x4Dx50L Ø3xR1.5x6x4Dx50L + 25 morePrice €11.73Price €9.54without VAT -
Bestseller
.png")
 Gwintowniki JIS 0.00
Gwintowniki JIS 0.00Spiral Flute Machine Tap HSSE - TiN Coated M2-M30 JIS
M2x0.4 M2.5x0.45 M3x0.5 M3.5x0.6 M4x0.7 + 38 morePrice €2.05Price €1.66without VAT












.png")


.png")












.png")


